
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandSTEUERUNG DES KUGELSTRAHLENS

STEUERUNG DES KUGELSTRAHLENS
Kontrolliertes Kugelstrahlen unterscheidet sich von den meisten Fertigungsverfahren dadurch, dass es keine zerstörungsfreie Methode gibt, um die ordnungsgemäße Durchführung zu bestätigen. Techniken wie die Röntgenbeugung erfordern die Entnahme eines Teils, um eine vollständige Drucktiefenprofilanalyse durchführen zu können. Um die Einhaltung der Strahlspezifikationen für Produktionschargen zu gewährleisten, müssen folgende Prozesskontrollen eingehalten werden:
- Medien
- Intensität
- Abdeckung
- Ausrüstung
CWST erfüllt oder übertrifft die strengsten Qualitätsstandards seiner Kunden aus Industrie, Automobilindustrie und Luft- und Raumfahrt. Basierend auf den lokalen Branchenanforderungen erfüllen unsere Standorte die Qualitätssysteme bzw. sind nach ISO 9001:2000, TS-16949:2002 und/oder AS 9100 zertifiziert. Darüber hinaus nehmen CWST-Standorte, die die Luft- und Raumfahrtbranche unterstützen, am strengen Akkreditierungsprogramm von Nadcap teil.
1. Medien
Abbildung 11-1 zeigt zulässige und unzulässige Strahlmittelformen. Strahlmittel müssen überwiegend rund sein. Wenn Strahlmittel durch den Gebrauch zerbrechen, müssen die zerbrochenen Strahlmittel entfernt werden, um Oberflächenschäden durch den Aufprall zu vermeiden.
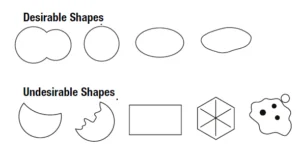
Abb. 11 1 Medienformen
2. Intensität
Die Strahlintensität ist ein Maß für die Energie des Strahlstrahls. Sie ist ein wesentliches Mittel zur Gewährleistung der Prozessreproduzierbarkeit. Die Strahlenergie steht in direktem Zusammenhang mit der Druckspannung, die auf ein Teil ausgeübt wird. Die Intensität kann durch Verwendung größerer Strahlmittel und/oder Erhöhung der Strahlgeschwindigkeit erhöht werden. Weitere zu berücksichtigende Variablen sind der Auftreffwinkel und das Strahlmittel.
Die Intensitätsmessung erfolgt mit Almenstreifen. Ein Almenstreifen besteht aus einem einseitig gestrahlten Streifen aus Federstahl SAE1070. Die durch das Strahlen entstehende Druckspannung bewirkt eine konvexe Biegung des Almenstreifens zur gestrahlten Seite hin (Abbildung 11-2). Die Bogenhöhe des Almenstreifens ist abhängig von der Energie des Strahls und sehr gut wiederholbar.
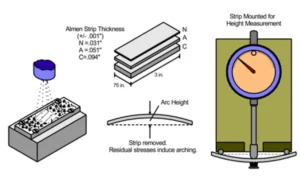
Abbildung 11 2 Almen-Streifensystem
3. Abdeckung
Die vollständige Abdeckung einer kugelgestrahlten Oberfläche ist entscheidend für eine hochwertige Kugelstrahlbehandlung. Die Abdeckung gibt die ursprüngliche Oberfläche an, die durch die Kugelstrahlvertiefungen zerstört wurde. Die Abdeckung sollte nie weniger als 100 % betragen, da sich im nicht gestrahlten Bereich, der nicht von Druckeigenspannungen umhüllt ist, Ermüdungs- und Spannungsrisse bilden können. Die nebenstehenden Abbildungen zeigen eine vollständige und eine unvollständige Abdeckung (Abbildungen 11-3A und 11-3B).
Wenn die Abdeckung mit mehr als 100 % angegeben ist (z. B. 150 %, 200 %), bedeutet dies, dass die Verarbeitungszeit zum Erreichen von 100 % um diesen Faktor erhöht wurde. Eine Abdeckung von 200 % hätte die doppelte Kugelstrahlbelichtungszeit wie eine Abdeckung von 100 %.

Abb. 11 3A Komplettes Kugelstrahlen
PEENSCAN (Bedeckungsüberprüfung) – Die Bestimmung der Kugelstrahldeckung kann bei weicheren Materialien relativ einfach sein, da die Vertiefungen gut sichtbar sind. Eine 10-fache Lupe ist für diese Bedingungen mehr als ausreichend. In vielen Anwendungen ist die Bestimmung der Deckung schwieriger. Innenbohrungen, enge Radien, extrem harte Materialien und große Oberflächen stellen zusätzliche Herausforderungen bei der Deckungsbestimmung dar.

Abb. 11 3B Unvollständiges Kugelstrahlen
Aus diesem Grund hat CWST das PEENSCAN-Verfahren mit fluoreszierenden DYESCAN-Tracer-Farbstoffen entwickelt. PEENSCAN eignet sich ideal zur Messung der Gleichmäßigkeit und des Deckungsgrades unter schwierigen Bedingungen. Der weißlich-grüne Farbstoff ist unter normalen Lichtbedingungen nicht sichtbar und muss unter UV-Licht (Schwarzlicht) betrachtet werden.
Die Beschichtung kann durch Eintauchen, Bestreichen oder Besprühen des zu untersuchenden Teils aufgetragen werden. Beim Beaufschlagen der beschichteten Oberfläche mit Strahlmitteln entfernen die Stöße die fluoreszierende, elastische Beschichtung proportional zur tatsächlichen Beschichtungsstärke. Bei erneuter Betrachtung des Teils unter Schwarzlicht ist eine ungleichmäßige Beschichtung sichtbar. Die Parameter des Kugelstrahlprozesses können dann angepasst werden, bis das PEENSCAN-Verfahren die vollständige Entfernung des betroffenen Bereichs bestätigt.
Abbildung 11-4A bis 11-4C veranschaulichen das PEENSCAN-Konzept. Die Abbildungen zeigen Computersimulationen einer Turbinenschaufel, wobei Grün den weißlich-grünen Farbstoff (unter Schwarzlichtbedingungen) darstellt. Wenn der (grüne) Farbstoff durch Strahlstöße entfernt wird, wird das (blaue) Grundmaterial
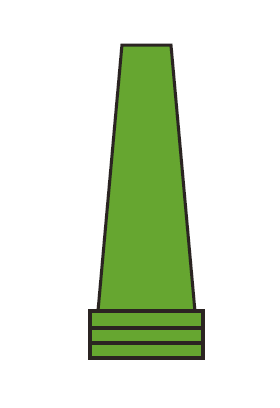
Fig 11 4A Peenscan Coating prior to Shot Peening
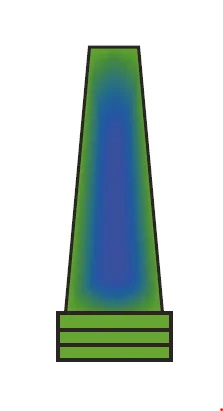
Fig 11 4B Partial removal of Peenscan indicating incomplete coverage
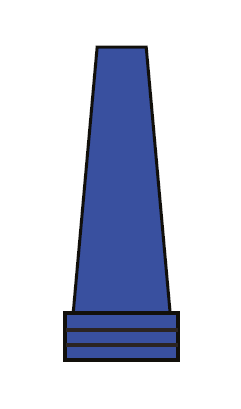
Fig 11 4C Complete removal of Peenscan indicating complete coverage
freigelegt, was eine vollständige Abdeckung anzeigt. Das PEENSCAN-Inspektionsverfahren hat sich als deutlich besser erwiesen als die Verwendung eines 10-fachen Glases.
4. Automatisierte Kugelstrahlausrüstung
Auf der ganzen Welt sind CWST-Servicezentren mit ähnlichen Arten von automatisierten Kugelstrahlausrüstungen ausgestattet. Bei Bedarf ermöglicht dieses Netzwerk eine effiziente, wirtschaftliche und zuverlässige Übertragung oder Vervielfältigung der Kugelstrahl
bearbeitung von einem Standort zum anderen.
CWST bietet auch computerüberwachtes Kugelstrahlen (CMSP) an, das zusätzliche Prozesskontrolle nutzt und Daten während der Produktions-Kugelstrahlung jedes Teils aufzeichnet. Für Komponenten, die zur Integration von Kugelstrahlen für die Produktlebensdauer-Verbesserung konzipiert sind, sollten Kunden die Einhaltung der computerüberwachten Prozessspezifikation AMS-2432 anfordern.
CWST hat CMSP-Ausrüstung entwickelt, die die Fähigkeit hat, die folgenden Parameter des Kugelstrahlprozesses zu überwachen, zu kontrollieren und zu dokumentieren:
- Luftdruck und Strahlmittelfluss bei jeder Düse
- Radgeschwindigkeit und Strahlmittelfluss jedes Rades
- Teildrehung und/oder Translation
- Düsenhin- und herbewegung
- Zykluszeit
Diese Parameter werden kontinuierlich überwacht und mit akzeptablen Grenzen verglichen, die in den Computer programmiert sind. Wenn eine unakzeptable Abweichung festgestellt wird, schaltet sich die Maschine automatisch innerhalb einer Sekunde ab und meldet die Art und das Ausmaß der Abweichung. Die Maschine wird die Bearbeitung nicht wieder starten, bis die Maschinenparameter korrigiert wurden.
