
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandGRENAILLAGE DE PRÉCONTRAINTE
GRENAILLAGE DE PRÉCONTRAINTE

Grenaillage de précontrainte, un traitement de surface qui est devenu un processus critique dans de nombreuses industries en raison de sa capacité à améliorer les propriétés de fatigue du métal des composants de presque toutes tailles ou géométries et à prolonger la durée de vie des composants critiques qui pourraient potentiellement défaillir.
La fatigue du métal se produit pendant la charge cyclique via une contrainte de traction qui a le potentiel de démarrer une fissure dans les zones hautement sollicitées. Le grenaillage de précontrainte atténue cela en conférant un residual compressive stress de forte magnitude à la surface dans les zones de failure potentielles.
Lors du fonctionnement dans un environnement de fatigue à cycle élevé (contrainte plus faible), les améliorations typiques de fatigue avec le grenaillage de précontrainte sont :
- Augmentation de la durée de vie en fatigue de 3x à 10x
- Augmentation de la résistance à la fatigue de 10 à 30%
Grenaillage de précontrainte – Vidéo du processus
Grenaillage de précontrainte contrôlé – Processus
Le grenaillage de précontrainte contrôlé est un processus de travail à froid qui utilise un media sphérique connu sous le nom de shot. Lorsque chaque pièce de shot frappe la surface, un Dimple est créé ainsi qu'un residual compressive stress bénéfique. Il résulte d'un rendement localisé étant retenu par le matériau substrat (FIGURE 1). Si présentes, les contraintes de traction de fabrication antérieures sont converties en residual compressive stress. Le compressive stress compense ou réduit la contrainte de traction appliquée. Tout simplement, moins de contrainte (de traction) équivaut à une durée de vie de composant plus longue. Un profil de contrainte typique du grenaillage de précontrainte est représenté dans (FIGURE 2).

FIGURE 1
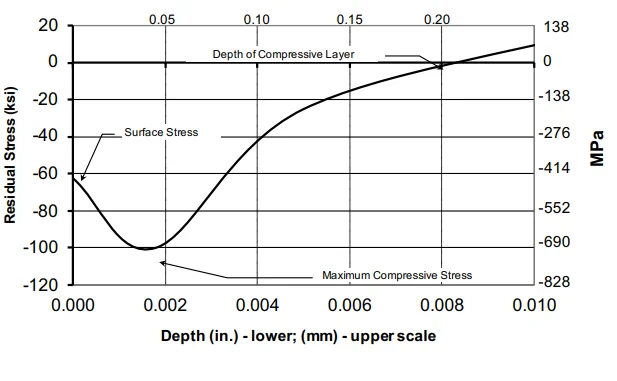
FIGURE 2
CWST maintient un plan technique d'instructions de traitement pour chaque numéro de pièce au dossier. Nos installations ont stocké des milliers de plans techniques pendant de nombreuses années. Les plans techniques tiennent compte de la géométrie de la pièce, des exigences de masquage, des propriétés du matériau de base et de l'examen des sections minces pour minimiser les risques de distorsion.
Types et applications du grenaillage de précontrainte
grenaillage de précontrainte - La fatigue du métal se produit pendant la charge cyclique via une contrainte de traction, ce qui peut provoquer le démarrage d'une fissure dans les zones hautement sollicitées. Le grenaillage de précontrainte atténue cela en conférant un residual compressive stress de forte magnitude à la surface dans les zones de failure potentielles.
Choc laser—Le Choc laser (parfois appelé Laser Shock Peening) entraîne une déformation plastique profonde dans une pièce, créant un residual compressive stress de forte magnitude de 1 à 10 mm sous la surface. Cela améliore la résistance à la fatigue, la durabilité, la tolérance aux dommages et la résistance à la fissuration par corrosion sous contrainte des composants métalliques critiques.
Ultrasonic Cavitation Peening—L'Ultrasonic Cavitation Peening produit des profondeurs de peening peu profondes, ce qui est idéal pour les composants avec des sections minces. Cette profondeur peu profonde améliore la durée de vie en fatigue des composants avec une section transversale mince
Shot Peen Forming - Ce processus utilise le compressive stress induit par le grenaillage de précontrainte contrôlé pour changer la forme du composant. Des courbes douces dans la plage élastique du matériau sont régulièrement formées selon des tolérances cohérentes.
C.A.S.E. Superfinishing isotrope - C.A.S.E. (Amélioration de surface assistée chimiquement) est un processus en deux étapes consistant en un grenaillage de précontrainte suivi d'un Superfinishing vibratoire.
Post-traitement de fabrication additive - CWST a développé de nombreux post-processus de fabrication additive, qui présentent plusieurs avantages.
grenaillage de précontrainte – Spécifications de l'industrie
Nos installations sont certifiées selon les approbations industrielles applicables, notamment NADCAP, ISO et des centaines de certifications OEM (et Tier 1), y compris :
- P11TF8
- P11TF3
- BPS 4409
- RRP-56000
- AMS-S-13165
- BAC 5730
- PWA 6
- RPS 428
- AMS 2430
- AMS 2432
- J2441
- MIL-S-13165
- ABP 1-2028
- MIL-P 81985 (AS)
- MIL-STD-852
Pour plus de détails sur nos approbations et accréditations, veuillez nous contacter
Grenaillage de précontrainte – Avantages
- Prévenir la défaillance par fatigue – Généralement liée à la charge cyclique. La contrainte de traction appliquée à la surface provient le plus souvent de la flexion ou de la torsion. La contrainte de traction résiduelle induite lors de la fabrication peut également contribuer à la défaillance.
- Prévenir la fatigue du métal
Améliore les propriétés de fatigue du métal grâce à l'utilisation de compressive stress bénéfique. Cela s'avère améliorer la protection contre les défaillances dues à :
- La fatigue du métal communément associée à la charge de flexion ou de torsion
- Fissuration par corrosion sous contrainte (SCC)
- Fatigue par Fretting communément associée aux composants rotatifs
- Contact Fatigue (micro/macro pitting) associée à la géométrie des dents d'engrenage
- Réduction de la dispersion de fatigue des opérations de fabrication antérieures (soudage, meulage, anodisation, placage, usinage/meulage agressif, exposition thermique inappropriée)
Grenaillage de précontrainte – Sur site
Nous pouvons effectuer le grenaillage de précontrainte sur site de composants volumineux dont les tailles dépassent les limites d'expédition ou qui sont installés sur leurs fondations. Nos équipes de terrain effectuent des services de grenaillage de précontrainte sur site dans le monde entier selon les mêmes normes de qualité que nos centres de traitement. Nous utilisons des techniques de grenaillage de précontrainte certifiées pour atteindre le même niveau de qualité.
Grâce à notre capacité sur site, nous pouvons aider les clients à éviter la logistique et les coûts d'expédition d'équipements surdimensionnés tout en aidant à minimiser les temps d'arrêt de l'équipement.
Les équipes de terrain utilisent des bandes Almen, la vérification de couverture et des media de peening certifiés pour atteindre le même niveau élevé de qualité sur site qu'en interne.
Exemples de projets de grenaillage de précontrainte sur site que CWST Company a réalisés avec succès incluent :
- Fabrications soudées (réservoirs sous pression, corps de concasseur, coques de navires, réservoirs de stockage chimique, ponts)
- Révision et réparation de composants d'aéronefs (sections d'ailes, train d'atterrissage, autres composants chargés dynamiquement, élimination de la corrosion)
- Composants de centrale électrique (tubes d'échangeur de chaleur, carters de turbine, composants rotatifs, grands ventilateurs)
- Installations de transfert de Pellet en plastique pour le peening directionnel
- Usines de traitement diverses (aciéries, papeteries, installations minières)
En savoir plus sur nos services de grenaillage de précontrainte sur site
Grenaillage de précontrainte versus Choc laser
Le grenaillage de précontrainte est effectué en utilisant des media de shot, de verre, de céramique ou de billes métalliques. Le Choc laser utilise une technologie laser qui est appliquée numériquement. Pour savoir si le grenaillage de précontrainte ou le Choc laser convient à votre application. Découvrez la différence entre grenaillage de précontrainte et choc laser
Grenaillage de précontrainte – Histoires de succès
Le grenaillage de précontrainte est bénéfique pour plusieurs industries, notamment l'aérospatiale, l'automobile, la chimie et la pétrochimie, la finition des métaux et divers, la modification de la finition de surface, les turbomachines et la production d'énergie.
Lisez nos histoires de succès
Contrôler le processus de grenaillage de précontrainte
Une fois le grenaillage de précontrainte effectué, il n'y a aucun moyen de confirmer qu'il a été effectué selon la spécification appropriée sans endommager le produit. Par conséquent, des contrôles de processus stricts doivent être maintenus pendant le processus de grenaillage de précontrainte, notamment :
- Media
- Intensité
- Couverture
- Équipement
FAQ sur le grenaillage de précontrainte
Mon entreprise peut-elle effectuer le grenaillage de précontrainte en interne ?
Chaque opération peut nécessiter une machine différente pour un flux de production optimal, augmentant ainsi les dépenses en capital de démarrage et les dépenses opérationnelles continues. Le peening ID et OD, le grenaillage de précontrainte et le glass bead peening, et les multiples tailles de pièces sont tous des facteurs qui peuvent nécessiter des machines supplémentaires.
Quelle est l'exigence en compresseur d'air pour le grenaillage de précontrainte ?
Les machines de peening pneumatiques nécessitent un grand volume d'air propre, sec et ininterrompu. Typiquement, des sécheurs d'air sont nécessaires pour garder l'humidité hors du système.
Y a-t-il des inconvénients au grenaillage de précontrainte en interne ?
Oui, il y a des inconvénients au grenaillage de précontrainte en interne, qui incluent :
Bruit – les machines de grenaillage de précontrainte sont bruyantes et donc perturbatrices pour le flux de travail existant
Environnement – les machines de grenaillage de précontrainte créent une grande quantité de poussière et doivent être soigneusement contenues ; elles peuvent ne pas être compatibles avec de nombreuses opérations de fabrication. Quantité suffisante d'air propre, sec et ininterrompu (comprimé).
Machines – au fil du temps, une machine de peening va « se dévorer elle-même » de l'intérieur. Le remplacement et la réparation d'éléments tels que les buses, les parois de l'armoire, les moteurs, les fixations de maintien et les lignes d'air sont nécessaires régulièrement et peuvent nécessiter une attention soudaine et immédiate. Si vous effectuez le grenaillage de précontrainte sur plus d'une pièce, des media et machines supplémentaires peuvent être nécessaires
Coût – À moins que les machines ne fonctionnent à des niveaux de capacité élevés, elles peuvent être coûteuses à exploiter
Approbations – Acquérir et maintenir les certifications de l'industrie
Quelles sont les exigences en matière de media de peening ?
Un media de peening de bonne qualité conforme à l'AMS 2431 est fondamental pour le processus. Le shot peut fréquemment être un article en rupture de stock chez un fournisseur qualifié, causant de sérieux retards de production. Par conséquent, il est impératif de maintenir un inventaire substantiel de media d'ouverture.
Quelles sont les exigences de qualité pour la spécification du grenaillage de précontrainte ?
En plus d'avoir besoin d'opérateurs formés et qualifiés, les exigences importantes supplémentaires dans la plupart des spécifications de grenaillage de précontrainte incluent le développement du processus, l'équipement et le contrôle du shot du processus.
Croyez-vous qu'en ayant le processus de grenaillage de précontrainte en interne, vous améliorerez la rotation des stocks ?
Si vous aviez un fournisseur dédié à proximité, pourriez-vous mieux investir votre allocation de capital ailleurs ? Si un fournisseur approuvé exploitait un département de grenaillage de précontrainte dans votre installation, cela serait-il une solution alternative ?
Si vous avez des questions concernant l'établissement de votre propre capacité de grenaillage de précontrainte interne, les responsables du service technique de Curtiss-Wright Surface Technologies sont disponibles pour discuter et évaluer vos besoins et développer une solution personnalisée pour répondre à vos besoins.
Applications supplémentaires du grenaillage de précontrainte

Le grenaillage de précontrainte contrôlé peut également changer la forme d'un composant (c'est-à-dire former la courbure dans les revêtements d'ailes) et augmenter la résistance à la fatigue par flexion.
Grenaillage robotisé

CWST propose des équipements de grenaillage robotisés répondant aux spécifications les plus strictes. Ils offrent une fiabilité et une efficacité accrues par rapport aux générations précédentes.

C.A.S.E est la combinaison de grenaillage de précontrainte suivi de Superfinishing assisté chimiquement. Les applications courantes sont les Gears, les arbres et la géométrie des Air foils. Les surfaces sont lissées pour obtenir une finition miroir et les vallées sont laissées pour la rétention du lubrifiant.

Le grenaillage de précontrainte de CWST avec différents choix de media est capable de fournir une variété de finitions de surface architecturales reproductibles. Une finition Peentex crée une surface visuellement agréable et durable.

Le Glass bead peening est effectué avec du shot de verre qui diffère du shot d'acier du grenaillage de précontrainte régulier. Ce shot de densité inférieure permet le peening de géométries plus délicates telles que les filetages.
