
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandGRANALLADO POR CAVITACIÓN
Shot Peening POR CAVITACIÓN

El Shot Peening por cavitación produce Shot Peenings de poca profundidad, ideales para componentes de sección delgada. Esta poca profundidad es ideal para mejorar la resistencia a la fatiga de componentes de sección transversal delgada.
Proceso de Shot Peening por cavitación
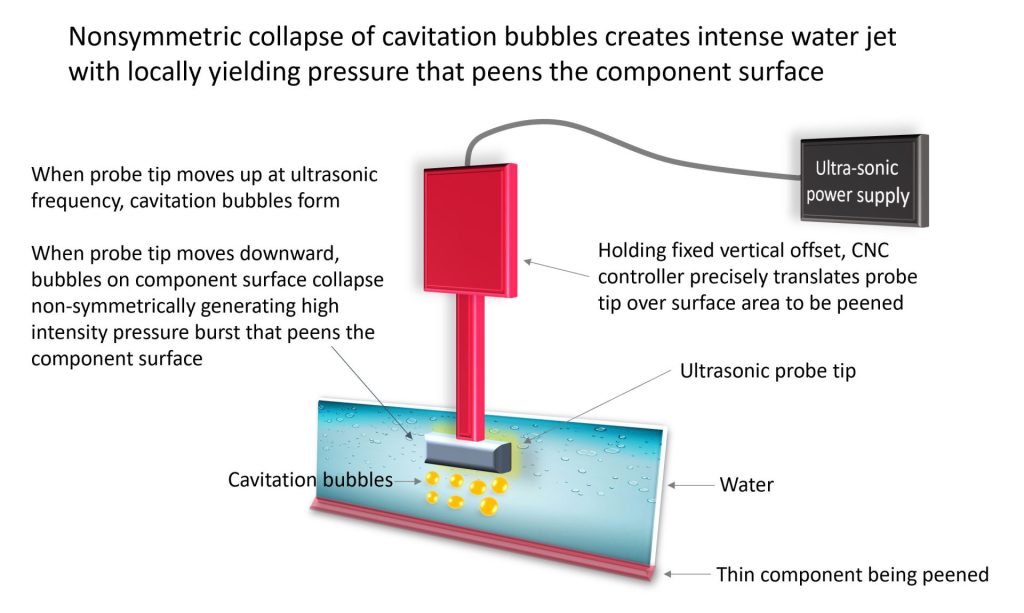
- Después de sumergir el componente en agua desionizada, el proceso crea burbujas microscópicas debajo de una almohadilla durante la carrera de rarefacción ultrasónica.
- Al mantener un desplazamiento vertical fijo, el controlador CNC traslada con precisión la punta de la sonda sobre el área de la superficie a granallar.
- Cuando la punta de la sonda se mueve hacia arriba a una frecuencia ultrasónica, se forman burbujas de cavitación.
- Cuando la punta de la sonda se mueve hacia abajo, las burbujas en la superficie del componente colapsan de manera asimétrica, generando una explosión de presión de alta intensidad que perfora la superficie del componente.
- Este colapso asimétrico crea un intenso chorro de agua local que produce una deformación plástica en la superficie.
- Debido a que las burbujas son pequeñas, la profundidad de la respuesta plástica es del orden de 100 micrones (0,004 pulgadas)[GC1]
- Cuando la punta de la sonda se mueve hacia arriba a una frecuencia ultrasónica, se forman burbujas de cavitación.
Beneficios del peening por cavitación
- Poca profundidad de tensión de compresión residual para componentes delgados y delicados que se requieren para oscilar o ciclar durante el funcionamiento.
- Situaciones de alto ciclo y bajo estrés (HCF) en un entorno de superficie en deterioro.
- Permite el peening de componentes demasiado delgados para shot o laser peening.
- El procesamiento ultralimpio permite aplicaciones en las que no se puede tolerar la contaminación.
- El control de procesos CNC da como resultado una alta repetibilidad de procesamiento y control de calidad.
Industrias que utilizan el Shot Peening por cavitación
El peening ultrasónico es ideal para profundidades de peening de 100 micrones y menos, es decir, para componentes de sección transversal muy delgada. La profundidad de penetración de cualquier proceso de peening está directamente relacionada con el tamaño del punto de impacto. Debido a que las burbujas del peening ultrasónico son microscópicas en tamaño, su penetración es igualmente superficial. En el shot peening, las bolas de shot son típicamente de tamaño submilimétrico y por lo tanto la penetración es submilimétrica a un milímetro de profundidad. En el laser peening de alta energía donde los tamaños de punto van desde multimilimétricos hasta centimétricos en tamaño, la profundidad de penetración se escala de igual manera.
- Electrónica
- Automotor
- Aeroespacial
- Control automatizado mediante componentes pequeños y en miniatura
Ultrasonic cavitation Peening: atributos únicos
- Ningún objeto sólido debe tocar la pieza que se está martillando
- El aumento de la rugosidad superficial es menor que con shot o laser peening
- El agua utilizada contiene metal y óxido de metal que se pueden reciclar
- Bajo costo para realizar
- Sólo requiere un paso
- Mejora las propiedades de entalladuras estrechas y profundas

Con tecnología de peening ultrasónico, shot peening y laser peening, CW ofrece la capacidad de satisfacer necesidades específicas, desde componentes electrónicos delicados de escala submilimétrica hasta estructuras intermedias y estructuras muy grandes y de gran espesor.
