
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandSUPERFINITION ISOTROPIQUE C.A.S.E.
C.A.S.E. SUPERFINISHING ISOTROPE

C.A.S.E. (amélioration de surface assistée chimiquement) est un processus en deux étapes consistant en un grenaillage de précontrainte suivi d'un Superfinishing vibratoire. Les propriétés d'amélioration de la fatigue du grenaillage de précontrainte sont complétées par une finition de surface miroir.
Les applications qui nécessitent à la fois un residual compressive stress et une excellente finition de surface incluent les engrenages de précision et la géométrie des aubes d'Air foils. Selon l'application et les exigences de finition du client, les vallées des Dimple de peening peuvent être conservées pour la rétention du lubrifiant.
Selon les exigences du client, un composant peut subir un Superfinishing comme processus autonome ou un grenaillage de précontrainte suivi d'un Superfinishing, qui est le processus C.A.S.E.
Parlez à nos experts
Comment fonctionne le Superfinishing isotrope

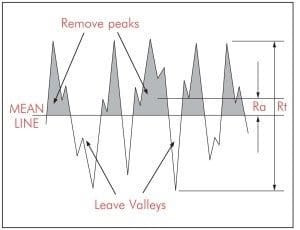
Le Superfinishing isotrope consiste à immerger les pièces dans un bol vibrant chargé de media de taille appropriée. Un acide faible est utilisé pour ramollir la surface de la pièce afin que le contact avec le media vibratoire élimine les aspérités telles que les lignes de meulage et d'usinage tout en conservant les points bas pour la rétention du lubrifiant.
Le processus continue à éliminer progressivement les aspérités tout en laissant les vallées jusqu'à ce que la finition de surface souhaitée soit atteinte. Avant de terminer le processus, les pièces sont neutralisées afin que l'acide n'ait aucun effet néfaste.
C.A.S.E. Processus isotrope

Le « pic à vallée » de la finition shot peened est d'environ 2,9 microns. Après la finition isotrope, effectuée dans le cadre de CASE, cela s'améliore à environ 0,6 microns.
Applications du Superfinishing isotrope
- Gears
- Gears et arbres de transmission
- Roulements
- Cames et suiveurs
- Tourillons
Avantages du C.A.S.E Superfinishing vibratoire
- Rugosité de surface réduite pour des finitions miroir
- Amélioration de la résistance à la fatigue de contact/surface des engrenages
- Réduction du bruit de transmission et de la température du lubrifiant
- Prévient le micro et macro pitting
- Arrondi des bords tranchants pour faciliter l'assemblage
