
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandGRENAILLAGE PAR CAVITATION
GRENAILLAGE PAR CAVITATION

Le grenaillage par cavitation produit des profondeurs de grenaillage faibles, idéales pour les composants de section mince. Cette faible profondeur est idéale pour améliorer la résistance à la fatigue des composants de section mince.
Procédé de grenaillage par cavitation
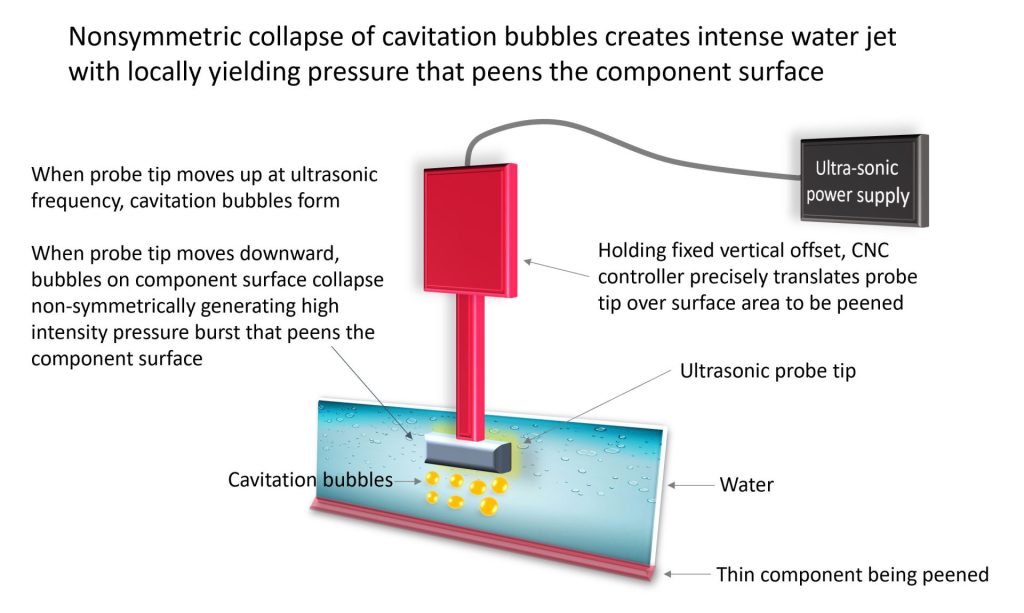
- Après avoir immergé le composant dans de l'eau déionisée, le processus crée des bulles microscopiques sous un tampon pendant la course de raréfaction ultrasonique.
- En maintenant un décalage vertical fixe, le contrôleur CNC déplace avec précision la pointe de la sonde sur la surface à grenailler.
- Lorsque la pointe de la sonde se déplace vers le haut à une fréquence ultrasonore, des bulles de cavitation se forment.
- Lorsque la pointe de la sonde se déplace vers le bas, les bulles sur la surface du composant s'effondrent de manière non symétrique, générant une explosion de pression de haute intensité qui écrase la surface du composant.
- Cet effondrement asymétrique crée un jet d’eau local intense entraînant une déformation plastique à la surface.
- Étant donné que les bulles sont petites, la profondeur de la réponse plastique est de l'ordre de 100 microns (0,004 pouce)[GC1]
- Lorsque la pointe de la sonde se déplace vers le haut à une fréquence ultrasonore, des bulles de cavitation se forment.
Avantages du grenaillage par cavitation
- Faible profondeur de contrainte résideulle de compression pour les composants minces et délicats qui doivent osciller ou cycler en fonctionnement.
- Situations à cycles élevés et à faibles contraintes (HCF) dans un environnement de surface en détérioration.
- Permet le grenaillage de composants trop fins pour le grenaillage de précontrainte ou le choc laser.
- Le traitement ultra-propre permet des applications où la contamination ne peut être tolérée.
- Le contrôle du processus CNC permet une répétabilité élevée du traitement et un contrôle de la qualité.
Industries qui utilisent le grenaillage par cavitation
Le grenaillage par ultrasons est idéal pour des profondeurs de grenaillage de 100 microns ou moins, c’est-à-dire pour des composants avec une section très fine. La profondeur de pénétration de tout procédé de grenaillage est directement liée à la taille du point d’impact. Étant donné que les bulles du grenaillage par ultrasons sont microscopiques, leur pénétration l’est tout autant. Dans le grenaillage de précontrainte, les billes utilisées sont généralement de taille submillimétrique, ce qui entraîne une pénétration de l’ordre de quelques dixièmes de millimètre à un millimètre de profondeur. Dans le cas du choc laser à haute énergie, où les tailles de points d’impact varient de plusieurs millimètres à un centimètre, la profondeur de pénétration varie dans les mêmes proportions.
- Électronique
- Automobile
- Aérospatiale
- Contrôle automatisé par composant petit et miniature
Grenaillage par cavitation ultrason – Attributs uniques
- Aucun objet solide ne touche la pièce à grenailler
- L’augmentation de la rugosité de surface est inférieure à celle du grenaillage de précontrainte ou du choc laser.
- L'eau utilisée contient du métal et de l'oxyde métallique qui peuvent être recyclés
- Faible coût de réalisation
- Ne nécessite qu'une seule étape
- Améliore les propriétés des entailles profondes et étroites

Avec les technologies de grenaillage par ultrasons, grenaillage de précontrainte et choc laser, CW offre ainsi la capacité de répondre à des besoins spécifiques allant des composants électroniques délicats de l’échelle submillimétrique aux structures intermédiaires, très grandes et épaisses.
