
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandGRANALLADO LÁSER
LASER PEENING

El Laser Peening (a veces también referido como Laser Shock Peening) introduce deformación plástica profunda en una pieza que crea un esfuerzo compresivo residual de alta magnitud desde 1 hasta 10 mm por debajo de la superficie. Esto mejora la resistencia a la fatiga, durabilidad, tolerancia al daño y resistencia al agrietamiento por corrosión bajo tensión de componentes metálicos críticos.
El laser peening puede conformar y dar forma correctiva a componentes, especialmente si el componente es demasiado grueso para ser propicio para el shot peening. El modelo basado en física de elementos finitos de laser peening de Curtiss Wright permite un granallado virtual rápido y, por lo tanto, una optimización rápida y evaluación del desempeño esperado.
El laser peening es una alternativa al shot peening controlado donde la penetración profunda, hasta ½ pulgada (12 mm), y bajas cantidades de trabajo en frío son ventajosas. La evaluación de la aplicación identifica si se debe usar uno o ambos métodos.
El laser peening ha tenido un impacto importante en la industria, proporcionando una tecnología confiable y calificada para producción. Ofrece a los diseñadores la capacidad de diseñar quirúrgicamente esfuerzos compresivos residuales en áreas clave de componentes. Esto retarda la iniciación y crecimiento de grietas, permitiendo así una mayor resistencia a la fatiga y vida útil del componente.
Laser Shock Peening – Video del Proceso
Proceso de Laser Shock Peening – Paso a Paso
- Se hace fluir una fina corriente de agua sobre la superficie para que actúe como una capa de apisonamiento inercial.
- Un haz de salida, de aproximadamente 20 julios a 20 nanosegundos (es decir, 1000 000 000 vatios de pico) de un láser de Nd: vidrio se proyecta sobre una pieza de trabajo, pasando a través del agua.
- El borde temporal delantero del pulso láser reacciona dentro de la superficie del metal o capa ablativa ionizando y vaporizando rápidamente el material de la superficie, formando y calentando un plasma.
- La presión del plasma calentado alcanza aproximadamente 100 kBar (1,5 millones de libras por pulgada cuadrada), y el agua sirve para confinar inercialmente el volumen. Este rápido aumento de presión está estrictamente controlado para que sea de una a dos veces la tensión de fluencia dinámica del metal, lo que deforma plásticamente el material al penetrar.
- El agua se acelera desde la superficie, pero sólo después de que la onda de choque se haya propagado dentro del metal.
- La respuesta mecánica del área tratada con granallado a esta deformación plástica profunda, de 0.020 pulgadas a 0.500 pulgadas (1 mm a 12 mm de profundidad) resulta en un esfuerzo compresivo residual profundo con características que dependen del material, rigidez y los parámetros de procesamiento. El nivel profundo de esfuerzo compresivo generado crea una capa tolerante al daño y una barrera para la iniciación y crecimiento de grietas. Esto mejora la vida de fatiga y proporciona resistencia al agrietamiento por corrosión bajo tensión y fatiga por fretting.
Nota: Múltiples disparos del láser en un patrón de superficie predefinido generarán una capa de deformación plástica que generará una capa profunda determinista de tensión residual compresiva. El proceso puede adaptarse al producto y al mecanismo de fallo potencial, o bien permitir cargas potenciales más elevadas mediante diseños sensibles al peso.

Beneficios del Laser Shock Peening
- Tensión de compresión residual más profunda que permite una mejor resistencia a:
- Situaciones de bajo ciclo y alto estrés (LCF)
- Situaciones de alto ciclo y bajo estrés (HCF) en un entorno de superficie en deterioro
- Pérdida de tensión de compresión en aplicaciones de alta temperatura
- Previene fallos por:
- Erosión, daño por objetos extraños (FOD), desgaste por frotamiento, picaduras, agrietamiento por corrosión bajo tensión (SCC), erosión galvánica y por cavitación.
- La condición de superficie limpia permite aplicaciones donde no se puede tolerar la contaminación y/o manchas en los medios.
- El acabado de la superficie y la topografía son fáciles de mantener y controlar.
- El laser peening permite un excelente control de proceso y calidad. Dado que los parámetros clave del proceso de energía láser y duración del pulso se miden y registran para cada punto de impacto generado. También tiene la capacidad de generar curvaturas grandes en secciones de componentes gruesos, permitiendo aplicaciones avanzadas de conformado y corrección de forma.
Historias de Éxito de Laser Peening
Patentes de Laser Shock Peening
Curtiss-Wright Surface Technologies posee las siguientes patentes de Laser Peening:
- Patente de Estados Unidos 6670578 para la precarga de componentes durante el conformado por láser
- Patente de Estados Unidos 6410884 para conformado de contorno de metales mediante laser peening
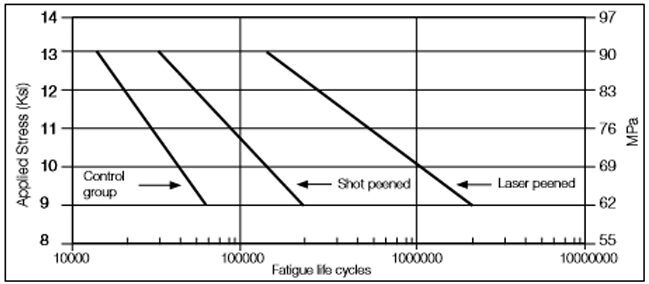
Laser Peening de Aluminio Al 6061-T6
Arriba se muestra una ventaja de una capa de compresión residual excepcionalmente profunda. La curva S-N muestra los resultados de la prueba de fatiga del aluminio 6061-T6. La prueba consistió en muestras sin granallar, granalladas y granalladas con láser, lo que demuestra claramente la ventaja del proceso láser en cuanto a vida útil y fatiga.
Laser Peening vs Shot Peening
Aplicaciones para Laser Shock Peening
El laser peening se utiliza para:
- Aumento de la resistencia a la fatiga
- Prevención del agrietamiento por corrosión bajo tensión
- Prolongación de la vida útil de los componentes críticos del sistema
- Mejora de la fatiga para componentes que operan a temperaturas muy altas y
- Aumento de la vida útil por fatiga de piezas mecanizadas aditivamente
Industrias que Utilizan Laser Shock Peening
Transporte
- Álabes y discos de motores de turbina
- Estructuras de aeronaves
- Tren de aterrizaje
- Componentes de control
- Estructura del barco y sistemas de propulsión
Energía y Generación de Energía Eléctrica
- Turbinas de gas y vapor
- Contenedores de combustible nuclear: previenen el agrietamiento por corrosión bajo tensión
- Sistemas de energía aguas arriba y aguas abajo
Automotor
Implantes Médicos
Barcos marinos
Deportes recreativos
Defensa
- Mangos de gancho
- Estructuras de aeronaves
Modelado FEA de Componentes con Laser Shock Peening
La capacidad de modelado de Análisis de Elementos Finitos (FEA) simula con precisión la respuesta de la pieza del cliente al laser peening. Se pueden realizar múltiples iteraciones de variables de proceso para los siguientes beneficios:
- Predecir perfiles de tensión y deformación nodo por nodo
- Permitir Predicciones precisas de mayor resistencia a la fatiga y vida útil.
- Evaluar beneficios del proceso
- Reducir costos de prueba
- Acelerar cronogramas de implementación
Formación de micropercusión por choque láser
El Conformado por Laser Shot Peen aumenta el conformado por shot peen al generar mayor profundidad de deformación inducida, permitiendo así el conformado de secciones de material más gruesas y extendiendo el grado de curvaturas posibles. Está ayudando a avanzar en el uso de largueros y costillas mecanizados para paneles integralmente rigidizados, lo que reduce la necesidad de sujetadores. Esta tecnología se utilizó con éxito en el 747-8. Todo esto permite aeronaves más ligeras con perfiles más eficientes en combustible.
Formación de micropercusión por choque láser
Laser Shock Peening – Sistemas en Sitio

Múltiples sistemas móviles de laser peening han sido desplegados en varios continentes en los sitios de los clientes, proporcionando las implementaciones más rentables y oportunas.aprender más >>
Laser Peening con Ingeniería de Microestructura Térmica
El granallado convencional funciona para aplicaciones de baja temperatura; sin embargo, a temperaturas más altas, los tratamientos superficiales se degradan mediante la aniquilación de dislocaciones, relajación de esfuerzos y engrosamiento de grano. Para superar este desafío, Curtiss-Wright (CW) ha desarrollado una técnica novedosa, denominada laser peening más ingeniería de microestructura térmica (LP+TME) que imparte modificaciones microestructurales térmicamente estables tanto en materiales convencionales como fabricados aditivamente (AM).
Trabajamos continuamente con líderes de la industria e investigadores para avanzar en nuestras tecnologías y recientemente hemos publicado artículos en colaboración con la Universidad de Alabama y la Universidad Estatal de Michigan (MSU) – aprender más >>
Noticias de Laser Peening
24 de marzo de 2022
Curtiss-Wright Anuncia Verificación Exitosa del Proceso de Laser Peening en el Avión de Combate F-35B de Lockheed Martin19 de febrero de 2021
Fleet Readiness Center East admite el primer F-35B para modificación de laser peening; el procedimiento aumenta la preparación al fortalecer la estructura de la aeronave16 de noviembre de 2020
Curtiss-Wright anuncia nueva patente estadounidense para “Componentes de alta resistencia a la fatiga que requieren áreas de alta dureza”
