
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandC.A.S.E. SUPERACABADO ISOTRÓPICO
C.A.S.E. SUPERACABADO ISOTRÓPICO

C.A.S.E. (mejora de superficie asistida químicamente) es un proceso de dos etapas que consiste en Shot Peening Seguido del superacabado vibratorio. Las propiedades de mejora de la fatiga del Shot Peening se complementan con un acabado superficial de espejo.
Las aplicaciones que requieren tensión de compresión residual y un excelente acabado superficial incluyen engranajes de precisión y geometría de álabes aerodinámicos. Según la aplicación y los requisitos de acabado del cliente, se pueden conservar los valles de las hendiduras de Shot Peening para la retención del lubricante.
Dependiendo de los requisitos del cliente, un componente puede ser sometido a un súper acabado como un proceso independiente o a un Shot Peening seguido de un súper acabado, que es el proceso C.A.S.E.
Habla con nuestras expertas
Cómo funciona el superacabado isotrópico

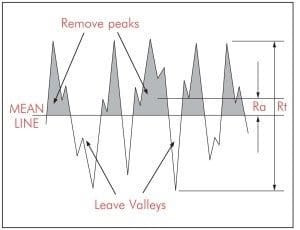
El superacabado isotrópico consiste en sumergir piezas en un recipiente vibratorio cargado con medios del tamaño adecuado. Se utiliza un ácido débil para ablandar la superficie de la pieza de modo que el contacto con los medios vibratorios elimine las asperezas tales como líneas de grinding y mecanizado mientras se retienen los puntos bajos para la retención de lubricante.
El proceso continúa eliminando progresivamente las asperezas, dejando valles hasta lograr el acabado superficial deseado. Antes de finalizar el proceso, las piezas se neutralizan para que el ácido no tenga efectos perjudiciales.
Proceso isotrópico C.A.S.E.

La distancia entre el pico y el valle del acabado Shot Peening es de aproximadamente 2,9 micras. Tras el acabado isotrópico, realizado como parte del proceso CASE, esta mejora a aproximadamente 0,6 micras.
Aplicaciones del superacabado isotrópico
- Engranajes
- Engranajes y ejes de transmisión
- Aspectos
- Cámaras y seguidores
- Revistas
Beneficios del superacabado vibratorio C.A.S.E
- Reducción de la rugosidad de la superficie hasta obtener acabados tipo espejo
- Mejora de la resistencia a la fatiga superficial/de contacto de los engranajes
- Reducción del ruido de la transmisión y de la temperatura del lubricante
- Previene picaduras micro y macro
- Redondeo de bordes afilados para facilitar el montaje
