
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
Finland空化喷丸
Exclude from Search
Off
空化喷丸

空化喷丸产生浅层喷丸深度,非常适合薄壁组件。这种浅层深度非常适合提高薄截面组件的疲劳寿命。
空化喷丸工艺
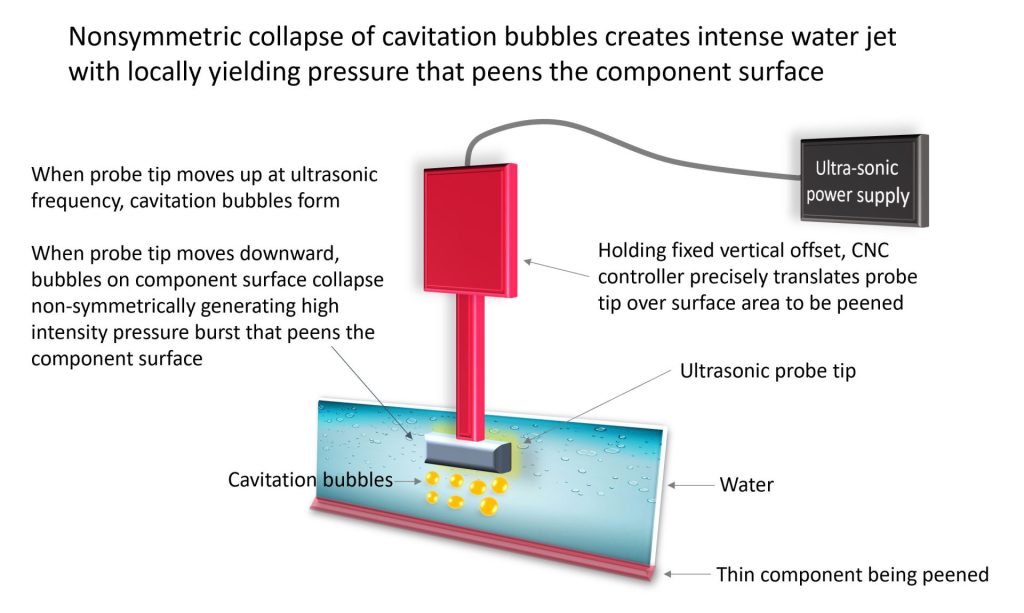
- 将组件浸没在去离子水中后,工艺在超声波稀疏冲程期间在垫片下方产生微气泡。
- 通过保持固定的垂直偏移,CNC控制器精确地将探头尖端在待喷丸的表面区域上移动。
- 当探头尖端以超声波频率向上移动时,空化气泡形成。
- 当探头尖端向下移动时,组件表面的气泡非对称塌陷,产生高强度压力爆发,对组件表面进行喷丸。
- 这种非对称塌陷产生强烈的局部水射流,导致表面产生塑性变形。
- 由于气泡很小,塑性响应深度约为100微米(0.004英寸)[GC1]
- 当探头尖端以超声波频率向上移动时,空化气泡形成。
空化喷丸的优势
- 为运行中需要振荡或循环的薄壁精密组件提供浅层残余压应力深度。
- 在表面环境恶化的高周期、低应力情况(HCF)下适用。
- 使过薄而无法进行喷丸强化或激光喷丸的组件能够进行喷丸处理。
- 超洁净处理适用于不能容忍污染的应用。
- CNC工艺控制实现高处理重复性和质量控制。
使用空化喷丸的行业
超声波喷丸非常适合100微米及更浅的喷丸深度,即用于截面非常薄的组件。任何喷丸工艺的穿透深度都与冲击点尺寸直接相关。由于超声波喷丸气泡在尺寸上是微观的,其穿透深度同样很浅。在喷丸强化中,弹丸球通常为亚毫米尺寸,因此穿透深度为亚毫米到一毫米深度。在高能激光喷丸中,光斑尺寸从多毫米到厘米尺寸,穿透深度也相应缩放。
- 电子
- 汽车
- 航空航天
- 小型和微型组件自动控制
超声空化喷丸 – 独特特性
- 没有固体物体接触被喷丸的零件
- 表面粗糙度增加小于喷丸强化或激光喷丸
- 使用的水中含有金属和金属氧化物,可以回收利用
- 执行成本低
- 只需要一个步骤
- 改善深窄切口特性

通过超声波、喷丸强化和激光喷丸技术,CW因此提供了满足从亚毫米级精密电子组件到中等以及超大型厚结构等特定需求的能力。
