
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandCHOC LASER
CHOC LASER

Choc laser (parfois également appelé Laser Shock Peening) entraîne une déformation plastique profonde dans une pièce qui crée un residual compressive stress de forte magnitude de 1 à 10 mm sous la surface. Cela améliore la résistance à la fatigue, la durabilité, la tolérance aux dommages et la résistance à la fissuration par corrosion sous contrainte des composants métalliques critiques.
Le Choc laser peut former et façonner de manière corrective les composants, en particulier si le composant est trop épais pour être propice au grenaillage de précontrainte. Le modèle basé sur la physique des éléments finis de Curtiss Wright pour le Choc laser permet un peening virtuel rapide et donc une optimisation rapide et une évaluation des performances attendues.
Le Choc laser est une alternative au grenaillage de précontrainte contrôlé où une pénétration profonde, jusqu'à ½ po (12 mm), et de faibles quantités de travail à froid sont avantageuses. L'évaluation de l'application identifie si une ou les deux méthodes doivent être utilisées.
Le Choc laser a eu un impact important sur l'industrie, fournissant une technologie fiable et qualifiée pour la production. Il offre aux concepteurs la capacité d'ingénierie chirurgicale du residual compressive stress dans les zones clés des composants. Cela retarde l'initiation et la croissance des fissures, permettant ainsi une résistance à la fatigue accrue et une durée de vie des composants prolongée.
Laser Shock Peening – Vidéo du processus
Processus de Laser Shock Peening – Étape par étape
- Un mince filet d'eau est écoulé sur la surface pour agir comme une couche de confinement inertielle.
- Un faisceau de sortie, d'environ 20 Joules à 20 nanosecondes (soit 1 000 000 000 Watts de pointe) d'un laser Nd:verre est projeté sur une pièce, passant à travers l'eau
- Le bord temporel avant de l'impulsion laser réagit à l'intérieur de la surface métallique ou de la couche ablative en ionisant et vaporisant rapidement le matériau de surface, formant et chauffant un plasma.
- La pression du plasma chauffé atteint environ 100 kBar (1,5 million de livres par pouce carré) avec l'eau servant à confiner inertiellement le volume. Cette montée rapide de pression est hautement contrôlée pour être une à deux fois la contrainte de rendement dynamique du métal, déformant plastiquement le matériau au fur et à mesure qu'il pénètre
- L'eau est accélérée hors de la surface mais seulement après que l'onde de choc s'est propagée dans le métal.
- La réponse mécanique de la zone peenée à cette déformation plastique profonde, de 0,020 pouce à 0,500 pouce (1 mm à 12 mm de profondeur) résulte en un residual compressive stress profond avec des caractéristiques dépendant du matériau, de la rigidité et des paramètres de traitement. Le niveau profond de compressive stress généré crée une couche tolérante aux dommages et une barrière à l'initiation et à la croissance des fissures. Cela améliore la durée de vie en fatigue et fournit une résistance à la fissuration par corrosion sous contrainte et à la fatigue par Fretting.
Note : Des tirs multiples du laser selon un motif de surface prédéfini confèreront une couche de déformation plastique résultant en une couche profonde déterministe de residual compressive stress. Le processus peut être adapté pour convenir au produit et au mécanisme de failure potentiel ou permettre des charges potentielles plus élevées grâce à des conceptions sensibles au poids.

Avantages du Laser Shock Peening
- residual compressive stress plus profond permettant une meilleure résistance à :
- Situations de faible cycle, haute contrainte (LCF)
- Situations de cycle élevé, faible contrainte (HCF) dans un environnement de surface se détériorant
- Perte de compressive stress dans les applications à haute température
- Prévient les défaillances dues à :
- Érosion, dommages par corps étrangers (FOD), Fretting, Pitting, fissuration par corrosion sous contrainte (SCC), érosion galvanique et par cavitation.
- La condition de surface propre permet des applications où la contamination et/ou la coloration par media ne peuvent être tolérées.
- La finition et la topographie de surface sont facilement maintenues et contrôlées.
- Le Choc laser permet un excellent contrôle du processus et de la qualité. Puisque les paramètres clés du processus d'énergie laser et de durée d'impulsion sont mesurés et enregistrés pour chaque point d'impact généré. Il a également la capacité de générer une grande courbure dans des sections de composants épais permettant des applications avancées de formage et de correction de forme.
Histoires de succès du Choc laser
Brevets de Laser Shock Peening
Curtiss-Wright Surface Technologies détient les brevets de Choc laser suivants :
- Brevet des États-Unis 6670578 pour la précharge de composants pendant le Laser peen forming
- Brevet des États-Unis 6410884 pour le formage de contour des métaux par Choc laser
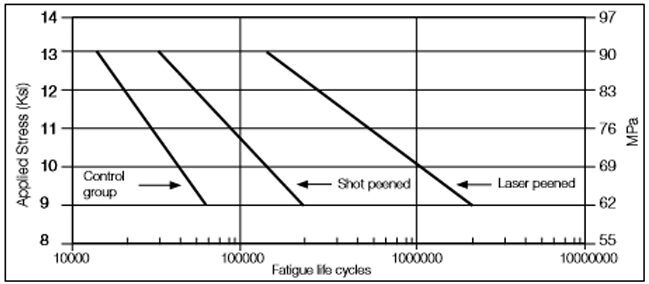
Choc laser de l'aluminium AI 6061-T6
Un avantage d'une couche de residual compressive exceptionnellement profonde est montré ci-dessus. La courbe S-N montre les résultats des tests de fatigue de l'aluminium 6061-T6. Les tests consistaient en des échantillons non peenés, shot peened et Laser peened qui montrent clairement la durée de vie et l'avantage en fatigue du processus laser.
Choc laser vs grenaillage de précontrainte
Applications du Laser Shock Peening
Le Choc laser est utilisé pour :
- Augmenter la résistance à la fatigue
- Prévenir la fissuration par corrosion sous contrainte
- Prolonger la durée de vie des composants critiques du système
- Amélioration de la fatigue pour les composants fonctionnant à des températures très élevées et
- Augmenter la durée de vie en fatigue des pièces usinées additives
Industries utilisant le Laser Shock Peening
Transport
- Aubes et disques de moteur de turbine
- Structures d'aéronefs
- Train d'atterrissage
- Composants de contrôle
- Structure et systèmes de propulsion de navires
Énergie et production d'électricité
- Turbines à gaz et à vapeur
- Conteneurs de combustible nucléaire – prévenir la fissuration par corrosion sous contrainte
- Systèmes énergétiques en amont et en aval
Automobile
Implants médicaux
Navires maritimes
Sports récréatifs
Défense
- Tiges de crochet
- Structures d'aéronefs
Modélisation FEA par Laser Shock Peening des composants
La capacité de modélisation par analyse par éléments finis (FEA) simule avec précision la réponse de la pièce d'un client au Choc laser. Plusieurs itérations de variables de processus peuvent être effectuées pour les avantages suivants :
- Prédire les profils de contrainte et de déformation nœud par nœud
- Permettre des prédictions précises de l'augmentation de la résistance et de la durée de vie en fatigue
- Évaluer les avantages du processus
- Réduire les coûts de test
- Accélérer les calendriers de déploiement
Formage par choc laser
Le formage par choc laser complète le formage par grenaillage de précontrainte en générant une plus grande profondeur de déformation induite, permettant ainsi le formage de sections de matériaux plus épaisses et l'extension du degré de courbures possibles. Il contribue à faire progresser l'utilisation de longerons et nervures usinés pour les panneaux à raidisseurs intégrés, ce qui réduit le besoin de fixations. Cette technologie a été utilisée avec succès sur le 747-8. Tout cela permet d'obtenir des avions plus légers avec des profils plus économes en carburant.
Formage par choc laser
Choc laser – Systèmes sur site

Plusieurs systèmes mobiles de Choc laser ont été déployés sur plusieurs continents sur les sites des clients, offrant les déploiements les plus rentables et opportuns –en savoir plus >>
Choc laser avec ingénierie de microstructure Thermal
Le peening conventionnel fonctionne pour les applications à basse température, cependant, à des températures plus élevées, les traitements de surface se dégradent par annihilation des dislocations, relaxation de contrainte et grossissement des grains. Pour surmonter ce défi, Curtiss-Wright (CW) a développé une technique novatrice, baptisée Choc laser plus ingénierie de microstructure Thermal (LP+TME) qui confère des modifications microstructurales thermalement stables dans les matériaux conventionnels et fabriqués additivement (FA).
Nous travaillons continuellement avec les leaders de l'industrie et les chercheurs pour faire progresser nos technologies et avons récemment publié des articles en collaboration avec l'Université de l'Alabama et l'Université d'État du Michigan (MSU) – en savoir plus >>
Actualités Choc laser
16 novembre 2020
Curtiss-Wright annonce un nouveau brevet américain pour « Composants à haute résistance à la fatigue nécessitant des zones de haute dureté »
