
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandLASER PEENING
LASER PEENING

Beim Laser-Peening (manchmal auch als Laser-Schock-Peening bezeichnet) werden tiefe plastische Spannungen in ein Bauteil eingebracht, die eine hohe Druckeigenspannung 1 bis 10 mm unter der Oberfläche erzeugen. Dies verbessert die Dauerfestigkeit, Haltbarkeit, Schadenstoleranz und Widerstandsfähigkeit gegen Spannungsrisskorrosion kritischer Metallkomponenten.
Durch Laserstrahlen können Bauteile geformt und korrigiert werden, insbesondere wenn das Bauteil zu dick für das Kugelstrahlen ist. Das auf der Finite-Elemente-Physik basierende Laserstrahlmodell von Curtiss Wright ermöglicht schnelles virtuelles Strahlen und damit eine schnelle Optimierung und Bewertung der erwarteten Leistung.
Laserstrahlen ist eine Alternative zum kontrollierten Kugelstrahlen, bei dem eine tiefe Eindringtiefe von bis zu 12 mm und geringe Kaltverformung vorteilhaft sind. Die Beurteilung der Anwendung zeigt, ob eine oder beide Methoden eingesetzt werden sollten.
Das Laserstrahlen hat die Branche maßgeblich beeinflusst und stellt eine zuverlässige und produktionserprobte Technologie dar. Es bietet Konstrukteuren die Möglichkeit, gezielt Druckeigenspannungen in Schlüsselbereichen von Bauteilen einzubringen. Dies verzögert die Rissbildung und das Risswachstum und ermöglicht so eine höhere Dauerfestigkeit und längere Bauteillebensdauer.
Laser-Schockverfestigung – Prozessvideo
Laser-Schockverfestigung-Prozess – Schritt für Schritt
- Ein dünner Wasserstrahl wird über die Oberfläche geleitet und dient als Trägheits-Stopfschicht.
- Ein Ausgangsstrahl von etwa 20 Joule bei 20 Nanosekunden (d. h. 1000.000.000 Watt Spitze) von einem Nd:Glas-Laser wird auf ein Werkstück projiziert und durchquert dabei das Wasser
- Die vordere zeitliche Flanke des Laserimpulses reagiert innerhalb der Metalloberfläche oder der Ablationsschicht, ionisiert und verdampft das Oberflächenmaterial schnell und bildet und erhitzt ein Plasma.
- Der Druck des erhitzten Plasmas steigt auf etwa 100 kBar (1,5 Millionen Pfund pro Quadratzoll), wobei das Wasser das Volumen trägheitsmäßig begrenzt. Dieser schnelle Druckanstieg wird präzise kontrolliert und beträgt das Ein- bis Zweifache der dynamischen Streckgrenze des Metalls. Dadurch wird das Material beim Eindringen plastisch gedehnt.
- Das Wasser wird von der Oberfläche beschleunigt, aber erst, nachdem sich die Stoßwelle in das Metall ausgebreitet hat.
- Die mechanische Reaktion des gestrahlten Bereichs auf diese tiefe plastische Dehnung (1 mm bis 12 mm Tiefe) führt zu einer tiefen Druckeigenspannung, deren Eigenschaften vom Material, der Steifigkeit und den Verarbeitungsparametern abhängen. Die erzeugte tiefe Druckspannung erzeugt eine schadenstolerante Schicht und eine Barriere gegen Rissbildung und -wachstum. Dies erhöht die Lebensdauer und bietet Widerstand gegen Spannungsrisskorrosion und Reibkorrosion.
Hinweis: Mehrfaches Laserstrahlen in einem vordefinierten Oberflächenmuster erzeugt eine plastische Dehnungsschicht, die eine deterministische, tiefe Druckeigenspannung erzeugt. Der Prozess kann an das Produkt und den potenziellen Versagensmechanismus angepasst werden oder durch gewichtssensitive Konstruktionen höhere potenzielle Belastungen ermöglichen.

Vorteile des Laser-Schockverfestigung
- Tiefere Druckeigenspannungen ermöglichen eine bessere Beständigkeit gegen:
- Situationen mit geringem Zyklus und hohem Stress (LCF)
- Hochzyklische, wenig belastende Situationen (HCF) in einer sich verschlechternden Oberflächenumgebung
- Druckspannungsverlust bei Hochtemperaturanwendungen
- Verhindert Fehler durch:
- Erosion, Schäden durch Fremdkörper (FOD), Reibkorrosion, Lochfraß, Spannungsrisskorrosion (SCC), galvanische und Kavitationserosion.
- Ein sauberer Oberflächenzustand ermöglicht Anwendungen, bei denen Verunreinigungen und/oder Medienflecken nicht toleriert werden können.
- Oberflächenbeschaffenheit und Topographie lassen sich leicht pflegen und kontrollieren.
- Laser-Peening ermöglicht eine hervorragende Prozess- und Qualitätskontrolle. Die wichtigsten Prozessparameter Laserenergie und Pulsdauer werden für jeden erzeugten Auftreffpunkt gemessen und aufgezeichnet. Darüber hinaus ermöglicht es die Erzeugung großer Krümmungen in dicken Bauteilabschnitten und ermöglicht so anspruchsvolle Umformungs- und Formkorrekturanwendungen.
Erfolgsgeschichten zum Laserstrahlen
Patente für Laser Shock Peening
Curtiss-Wright Surface Technologies besitzt die folgenden Patente zum Laser-Peening:
- US-Patent 6670578 zum Vorladen von Komponenten während der Laserstrahlformung
- US-Patent 6410884 für die Konturformung von Metallen durch Laserstrahlen
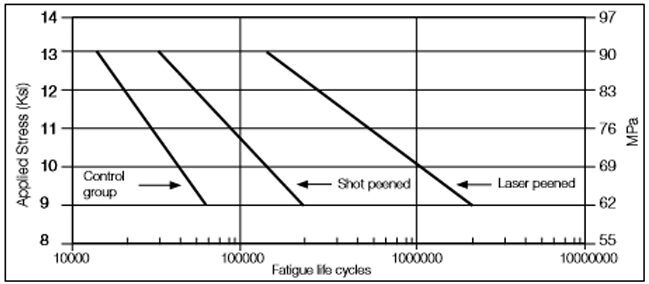
Laserstrahlen von AI 6061-T6-Aluminium
Ein Vorteil einer außergewöhnlich tiefen Restdruckschicht ist oben dargestellt. Die Wöhlerkurve zeigt die Ergebnisse von Ermüdungstests an Aluminium 6061-T6. Die Tests umfassten ungestrahlte, kugelgestrahlte und lasergestrahlte Proben, was den Lebensdauer- und Ermüdungsvorteil des Laserverfahrens deutlich verdeutlicht.
Laser Peening vs. Kugelstrahlen
Anwendungen für Laser-Schockverfestigung
Laser-Peening wird verwendet für:
- Erhöhung der Dauerfestigkeit
- Spannungsrisskorrosion vorbeugen
- Verlängerung der Lebensdauer kritischer Systemkomponenten
- Ermüdungsverbesserung für Komponenten, die bei sehr hohen Temperaturen arbeiten und
- Erhöhung der Lebensdauer additiv gefertigter Teile
Branchen, in denen Laser-Schockverfestigung eingesetzt wird
Transport
- Turbinenschaufeln und -scheiben
- Flugzeugstrukturen
- Fahrwerk
- Steuerungskomponenten
- Schiffsstruktur und Antriebssysteme
Energie- und Stromerzeugung
- Gas- und Dampfturbinen
- Kernbrennstoffbehälter – verhindern Spannungsrisskorrosion
- Vorgelagerte und nachgelagerte Energiesysteme
Automobil
Medizinische Implantate
Marineschiffe
Freizeitsport
Verteidigung
- Hakenschenkel
- Flugzeugstrukturen
Laser-Schockverfestigung FEA-Modellierung von Komponenten
Die Modellierungsfunktion der Finite-Elemente-Analyse (FEA) simuliert präzise die Reaktion eines Kundenteils auf das Laserstrahlen. Mehrere Iterationen von Prozessvariablen können durchgeführt werden, um folgende Vorteile zu erzielen:
- Vorhersagen Knotenweise Spannungs- und Dehnungsprofile
- Aktivieren genaue Vorhersagen über erhöhte Dauerfestigkeit und Lebensdauer
- Bewerten Prozessvorteile
- Reduzieren Testkosten
- Beschleunigen Bereitstellungspläne
Laser-Schock-Hämmern
Das Laser-Kugelstrahlen ergänzt das Kugelstrahlen durch die Erzeugung größerer induzierter Spannungen. Dadurch können dickere Materialabschnitte geformt und der Grad der möglichen Krümmungen erweitert werden. Es fördert den Einsatz von bearbeiteten Stringern und Rippen für integral versteifte Paneele, wodurch der Bedarf an Befestigungselementen reduziert wird. Diese Technologie wurde erfolgreich bei der 747-8 eingesetzt. All dies ermöglicht leichtere Flugzeuge mit treibstoffeffizienteren Profilen.
Laser-Schock-Hämmern
Laser-Schockverfestigung – Vor-Ort-Systeme

Mehrere mobile Laser-Peening-Systeme wurden auf mehreren Kontinenten an Kundenstandorten eingesetzt und bieten die kostengünstigsten und zeitsparendsten Bereitstellungen –mehr erfahren >>
Laser-Peening mit thermischer Mikrostrukturtechnik
Konventionelles Kugelstrahlen funktioniert bei niedrigen Temperaturen, bei höheren Temperaturen verschlechtert sich die Oberflächenbehandlung jedoch durch Versetzungsvernichtung, Spannungsrelaxation und Kornvergröberung. Um diese Herausforderung zu meistern, hat Curtiss-Wright (CW) eine neuartige Technik entwickelt: Laser-Kugelstrahlen plus thermische Mikrostrukturtechnik (LP+TME). Diese ermöglicht thermisch stabile mikrostrukturelle Modifikationen sowohl in konventionellen als auch in additiv gefertigten (AM) Materialien.
Wir arbeiten kontinuierlich mit Branchenführern und Forschern zusammen, um unsere Technologien weiterzuentwickeln, und haben kürzlich in Zusammenarbeit mit der University of Alabama und der Michigan State University (MSU) Artikel veröffentlicht –mehr erfahren >>
Laser Peening Neuigkeiten
24. März 2022
Curtiss-Wright gibt erfolgreiche Verifizierung des Laser-Peening-Prozesses am Kampfjet Lockheed Martin F-35B bekannt16. November 2020
Curtiss-Wright gibt neues US-Patent für „Komponenten mit hoher Dauerfestigkeit, die Bereiche mit hoher Härte erfordern“ bekannt
