Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandSHOT PEENING SUCCESS STORIES FOR METAL FINISHING & MISCELLANEOUS

HISTORIAS DE ÉXITO DEL Shot Peening PARA ACABADO DE METALES Y VARIOS
El Shot Peening ha demostrado su eficacia en la extensión de la vida útil y la mejora del rendimiento de componentes metálicos al protegerlos contra la fatiga, la fatiga por rozamiento, la Corrosión bajo tensión (SCC) y una variedad de otros mecanismos de fallo. A continuación se presentan algunas de estas historias de éxito para aplicaciones de acabado de metales:
- Aluminio de alta resistencia Al 7050-T7651
- Anillos de aluminio anodizado
- Engranajes de metal en polvo de alta densidad
- Fisuración por tensión de sulfuro
Para volver a la página principal de las Historias de éxito, haga clic aquí
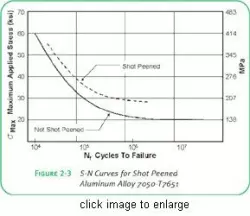
Aluminio de alta resistencia Al 7050-T7651
Se prepararon especímenes de fatiga de aluminio de alta resistencia Al 7050-T7651. Los cuatro lados de la porción central de prueba fueron Shot Peenings. Las pruebas de fatiga se realizaron bajo un modo de flexión inversa de cuatro puntos (R = -1). La curva S-N de la aleación granallada versus no granallada se muestra en la tabla adjunta. Se encontró que el Shot Peening mejoró el límite de resistencia a la fatiga en aproximadamente un 33%. Incluso en un régimen donde la relación de tensión está entre el límite elástico y el límite de resistencia, la resistencia a la fatiga aumentó por un factor de 2.5 a casi 4.
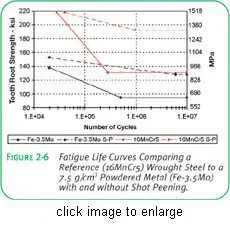
Engranajes de metal en polvo de alta densidad
Se realizaron estudios de fatiga por flexión en la raíz del diente utilizando pruebas de pulsador para comparar un acero para engranajes forjado de referencia con un engranaje de metal en polvo de 7.5 g/cm3. Ambos engranajes eran de módulo 3.5 mm con 25 dientes y endurecidos superficialmente a 60 HRC. El engranaje forjado era un acero 16MnCr5 y el engranaje de metal en polvo era de contenido de aleación Fe-3.5Mo. En el gráfico adjunto, los resultados del engranaje de metal en polvo se representan con las curvas azules. El límite de resistencia mejoró ~ 35% con la adición del Shot Peening. El límite de resistencia mejoró de ~ 95 ksi (650 MPa) a ~ 128 ksi (880 MPa). El límite de resistencia del metal en polvo Shot Peening se compara muy estrechamente con el material 16MnCr5 no Shot Peening. Debido al ahorro significativo de costos del metal en polvo, el engranaje de metal en polvo Shot Peening puede ser un reemplazo adecuado para el engranaje de acero forjado más costoso. El Shot Peening se realizó a una intensidad de 0.013″ A (0.32 mm A) para todas las muestras.

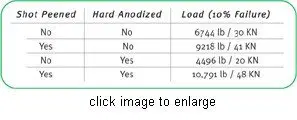
Anillos de aluminio anodizado
Se probaron anillos de aluminio (AlZnMgCu 0.5) con dientes externos con fines de comparación con anodizado y Shot Peening. Los anillos tenían un diámetro exterior de ~ 24″ (612 mm) y una resistencia a la tracción de ~ 71 ksi (490 MPa). La capa de anodizado (duro) tenía un espesor de ~ 0.0008″ (0.02 mm). Se realizaron pruebas de fatiga por flexión para encontrar la carga que causaría una probabilidad de fallo del 10% a un millón de ciclos. La tabla muestra los resultados.
Fisuración por tensión de sulfuro
El sulfuro de hidrógeno (H2S) se encuentra comúnmente en pozos de gas ácido. Ciertas aleaciones metálicas cuando se exponen al H2S experimentarán una disminución significativa en la resistencia a la fatiga. Los resultados de las pruebas que se muestran en la tabla ilustran la respuesta del acero inoxidable 17-4 endurecido por precipitación expuesto al H2S con y sin Shot Peening.
CONTÁCTENOS
Shot Peening