
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandCONTROL DEL PROCESO DE GRANALLADO

CONTROL DEL PROCESO DE SHOT PEENING
El controlled shot peening es diferente de la mayoría de los procesos de fabricación, ya que no existe un método no destructivo para confirmar que se ha realizado conforme a la especificación adecuada. Técnicas como la difracción de rayos X requieren que se sacrifique una pieza para generar un análisis completo del perfil de profundidad compresiva. Para garantizar que se cumplan las especificaciones de peening en los lotes de producción, se deben mantener los siguientes controles de proceso:
- Medios
- Intensidad
- Cobertura
- Equipo
CWST cumple o supera los estándares de calidad más exigentes de sus clientes de los sectores industrial, automotriz y aeroespacial. De acuerdo con los requisitos de la industria local, nuestras instalaciones cumplen con el sistema de calidad o están registradas en las normas ISO 9001:2000, TS-16949:2002 y/o AS9100. Además, las instalaciones de CWST que apoyan a la comunidad aeroespacial participan en el riguroso programa de acreditación de Nadcap.
1. Medios
La Figura 11-1 muestra formas de medio aceptables e inaceptables. El medio de peening debe ser predominantemente esférico. Cuando el medio se desgasta por el uso, el material roto debe retirarse para evitar daños en la superficie al impactar.
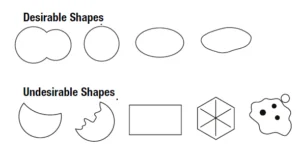
Figura 11 1 Formas de los medios
2. Intensidad
La intensidad del Shot Peening mide la energía del chorro de Shot Peening. Es un factor esencial para garantizar la repetibilidad del proceso. La energía del chorro de Shot Peening está directamente relacionada con la tensión de compresión que se aplica a la pieza. La intensidad puede incrementarse utilizando medios de granallado más grandes o aumentando la velocidad del chorro de Shot Peening. Otras variables a considerar son el ángulo de impacto y el medio de Shot Peening.
La intensidad se mide con tiras de Almen. Una tira de Almen consiste en una tira de acero para resortes SAE1070 granallada por un solo lado. La tensión de compresión residual del Shot Peening hará que la tira de Almen se doble o se arquee convexa hacia el lado Shot Peening (Figura 11-2). La altura del arco de la tira de Almen depende de la energía del chorro de granalla y es muy repetible.
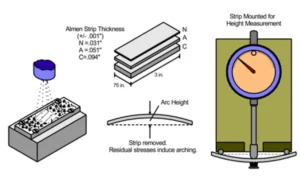
Figura 11 2 Sistema de franjas de Almen
3. Cobertura
La cobertura completa de una superficie granallada es crucial para un Shot Peening de alta calidad. La cobertura mide la superficie original que ha sido obliterada por las hendiduras del Shot Peening. La cobertura nunca debe ser inferior al 100 %, ya que pueden desarrollarse grietas por fatiga y corrosión bajo tensión en la zona no granallada que no está revestida por la tensión de compresión residual. Las imágenes adyacentes muestran la cobertura completa e incompleta (Figuras 11-3A y 11-3B).
Si se especifica una cobertura superior al 100 % (es decir, 150 %, 200 %), esto significa que el tiempo de procesamiento para alcanzar el 100 % se ha incrementado en ese factor. Una cobertura del 200 % implicaría el doble del tiempo de exposición al granallado que una cobertura del 100 %.

Fig. 11 3A Shot Peening completo
PEENSCAN (Verificación de Cobertura): Determinar la cobertura del granallado puede ser bastante fácil cuando se han granallado materiales más blandos, ya que las hendiduras son muy visibles. Una lupa de 10 aumentos (10x) es más que suficiente para estas condiciones. En muchas aplicaciones, determinar la cobertura es más difícil. Los orificios internos, los radios estrechos, los materiales extremadamente duros y las grandes superficies presentan dificultades adicionales para determinar la cobertura.

Fig. 11 3B Shot Peening incompleto
Por esta razón, CWST desarrolló el proceso PEENSCAN con colorantes trazadores fluorescentes DYESCAN. PEENSCAN es ideal para medir la uniformidad y el alcance de la cobertura en condiciones difíciles. El colorante verde blanquecino no es visible en condiciones normales de iluminación y debe observarse bajo una luz ultravioleta (negra).
El recubrimiento se puede aplicar por inmersión, brocha o pulverización sobre la pieza analizada. Al impactar la superficie recubierta con el Shot Peening, este elimina el recubrimiento fluorescente y elástico a una velocidad proporcional a la cobertura real. Al volver a examinar la pieza con luz negra, se observa una cobertura no uniforme. Los parámetros del proceso de Shot Peening se pueden ajustar hasta que el procedimiento PEENSCAN verifique la obliteración completa del área en cuestión.
Las Figuras 11-4A a 11-4C muestran el concepto de PEENSCAN. Las figuras son simulaciones por computadora de una pala de turbina, donde el color verde representa el tinte verdoso blanquecino (bajo condiciones de luz ultravioleta). A medida que el tinte (verde) se elimina por los impactos del Shot Peening, queda expuesto el material base (azul)
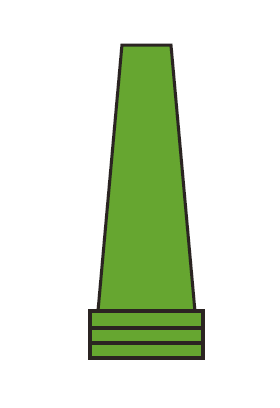
Fig. 11 4A Recubrimiento Peenscan antes del shot peening
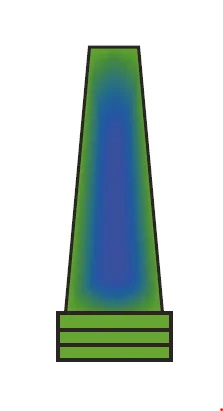
Fig. 11 4B Eliminación parcial de Peenscan que indica una cobertura incompleta
Fig. 11 4C Eliminación completa de Peenscan que indica una cobertura completa
Expuesto, lo que indica una cobertura completa. Se ha demostrado que el proceso de inspección PEENSCAN es claramente superior al uso de un cristal de aumento 10.
4. Equipos automatizados de Shot Peening
En todo el mundo, los centros de servicio de CWST están equipados con equipos de Shot Peening automatizados similares. Cuando es necesario, esta red permite la transferencia o duplicación eficiente, económica y fiable del Shot Peening
procesamiento de un lugar a otro.
CWST también ofrece el sistema de Shot Peening monitorizado por computadora (CMSP), que utiliza controles de proceso adicionales y registra datos durante la producción de cada pieza. Para componentes diseñados para incorporar granallado y prolongar la vida útil del producto, los clientes deben solicitar el cumplimiento de la especificación AMS-2432 del proceso monitorizado por computadora.
CWST ha desarrollado equipos CMSP que tienen la capacidad de monitorear, controlar y documentar los siguientes parámetros del proceso de Shot Peening:
- Presión de aire y caudal de inyección en cada boquilla
- Velocidad de la rueda y flujo de inyección de cada rueda
- Rotación y/o traslación de piezas
- Reciprocidad de la boquilla
- tiempo de ciclo
Estos parámetros se monitorean continuamente y se comparan con los límites aceptables programados en la computadora. Si se detecta una desviación inaceptable, la máquina se apaga automáticamente en un segundo e informa la naturaleza y el alcance de la desviación. La máquina no reiniciará el procesamiento hasta que se hayan corregido los parámetros.
