
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandCONTROLLING THE SHOT PEENING PROCESS

CONTRÔLER LE PROCESSUS DE GRENAILLAGE DE PRÉCONTRAINTE
Le grenaillage de précontrainte contrôlé diffère de la plupart des processus de fabrication en ce qu'il n'existe aucune méthode non destructive pour confirmer qu'il a été effectué selon les spécifications appropriées. Des techniques telles que la diffraction des rayons X nécessitent qu'une pièce soit sacrifiée pour générer une analyse complète du profil de compression en profondeur. Pour garantir que les spécifications de grenaillage sont respectées pour les lots de production, les contrôles de processus suivants doivent être maintenus :
- Grenaille
- Intensité
- Couverture
- Équipement
CWST respecte actuellement ou dépasse les normes de qualité les plus strictes demandées par ses clients industriels, automobiles et aérospatiaux. En fonction des exigences industrielles locales, nos installations maintiennent la conformité ou l'enregistrement du système qualité selon les normes ISO9001:2000, TS-16949:2002 et/ou AS9100. De plus, les installations CWST qui soutiennent la communauté aérospatiale participent au rigoureux programme d'accréditation Nadcap.
1. Grenaille
La figure 11-1 présente les formes de grenaille acceptables et inacceptables. La grenaille doit être principalement ronde. Lorsque la grenaille se dégrade par l'usage, la grenaille brisée doit être retirée pour éviter les dommages de surface lors de l'impact.
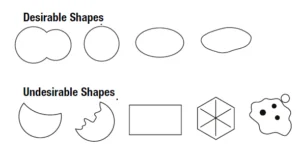
Figure 11.1 Formes des médias
2. Intensité
L'intensité du grenaillage de précontrainte est la mesure de l'énergie du jet de grenaille. C'est l'un des moyens essentiels pour garantir la répétabilité du processus. L'énergie du jet de grenaille est directement liée à la contrainte de compression qui est transmise à une pièce. L'intensité peut être augmentée en utilisant une grenaille plus grosse et/ou en augmentant la vitesse du jet de grenaille. D'autres variables à considérer sont l'angle d'impact et la grenaille utilisée.
L'intensité est mesurée à l'aide de bandes Almen. Une bande Almen consiste en une bande d'acier à ressort SAE1070 qui est grenaillée sur une seule face. La contrainte de compression résiduelle du grenaillage fera plier ou courber la bande Almen de manière convexe vers le côté grenaillé (Figure 11-2). La hauteur d'arc de la bande Almen est fonction de l'énergie du jet de grenaille et est très répétable.
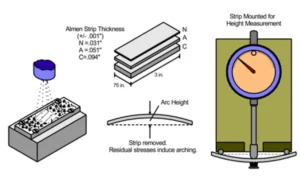
Figure 11 2 Système de bandes Almen
3. Couverture
Une couverture complète d'une surface grenaillée est cruciale pour effectuer un grenaillage de précontrainte de haute qualité. La couverture est la mesure de la surface d'origine qui a été recouverte par les empreintes de grenaillage de précontrainte. La couverture ne doit jamais être inférieure à 100 % car des fissures de fatigue et de corrosion sous contrainte peuvent se développer dans la zone non grenaillée qui n'est pas enfermée dans une contrainte de compression résiduelle. Les images adjacentes démontrent une couverture complète et incomplète (Figures 11-3A et 11-3B).
Si la couverture est spécifiée comme supérieure à 100 % (c'est-à-dire 150 %, 200 %), cela signifie que le temps de traitement pour atteindre 100 % a été augmenté de ce facteur. Une couverture de 200 % correspondrait à un temps d'exposition au grenaillage de précontrainte deux fois supérieur à celui d'une couverture de 100 %.

Fig. 11 3A Grenaillage de précontrainte complet
PEENSCAN (Vérification de la couverture) – La détermination de la couverture de grenaillage de précontrainte peut être assez facile lorsque des matériaux plus tendres ont été grenaillés car les empreintes sont assez visibles. Une loupe à grossissement 10 fois (10x) est largement suffisante dans ces conditions. Dans de nombreuses applications, la détermination de la couverture est plus difficile. Les alésages internes, les rayons serrés, les matériaux extrêmement durs et les grandes surfaces présentent des défis supplémentaires pour déterminer la couverture.

Fig. 11 3B Grenaillage de précontrainte incomplet
CWST a développé le procédé PEENSCAN utilisant des colorants traceurs fluorescents DYESCAN pour cette raison. PEENSCAN est idéal pour mesurer l'uniformité et l'étendue de la couverture dans des conditions difficiles. Le colorant blanc-verdâtre n'est pas visible dans des conditions d'éclairage normales et doit être observé sous une lumière UV (noire).
Le revêtement peut être appliqué par trempage, brossage ou pulvérisation sur la pièce à analyser. Lorsque la surface revêtue est impactée par la grenaille, les impacts éliminent le revêtement élastique fluorescent à un rythme proportionnel au taux de couverture réel. Lorsque la pièce est observée à nouveau sous une lumière noire, une couverture non uniforme est visiblement évidente. Les paramètres du processus de grenaillage de précontrainte peuvent alors être ajustés jusqu'à ce que la procédure PEENSCAN vérifie l'oblitération complète de la zone concernée.
Les figures 11-4A à 11-4C démontrent le concept PEENSCAN. Les figures sont des simulations informatiques d'une aube de turbine avec le vert représentant le colorant blanc-verdâtre (dans des conditions de lumière noire). Au fur et à mesure que le colorant (vert) est retiré par les impacts de grenaillage, le matériau de base (bleu) est
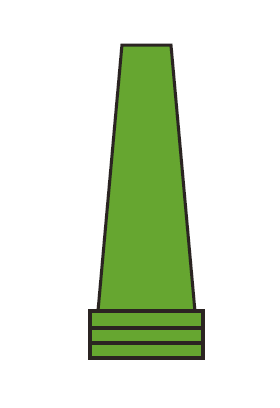
Fig. 11 4A Revêtement Peenscan avant grenaillage de précontrainte
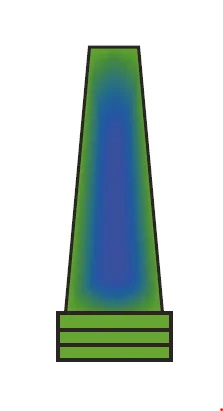
Fig. 11 4B Retrait partiel du Peenscan indiquant une couverture incomplète
Fig. 11 4C Retrait complet de Peenscan indiquant une couverture complète
exposé, indiquant une couverture complète. Le processus d'inspection PEENSCAN s'est avéré clairement supérieur à l'utilisation d'une loupe à grossissement 10.
4. Équipement de grenaillage de précontrainte automatisé
Partout dans le monde, les centres de service CWST sont équipés de types similaires d'équipements de grenaillage de précontrainte automatisés. Lorsque nécessaire, ce réseau permet un transfert ou une duplication efficace, économique et fiable du traitement de grenaillage
d'un lieu à un autre.
CWST propose également le grenaillage de précontrainte contrôlé par ordinateur (CMSP), qui utilise des contrôles de processus supplémentaires et enregistre les données pendant le grenaillage de précontrainte de production de chaque pièce. Pour les composants conçus pour intégrer le grenaillage de précontrainte afin d'améliorer la durée de vie du produit, les clients doivent demander le respect de la spécification de processus contrôlé par ordinateur AMS-2432.
CWST a développé des équipements CMSP qui ont la capacité de surveiller, contrôler et documenter les paramètres suivants du processus de grenaillage de précontrainte :
- Pression d'air et débit de grenaille à chaque buse
- Vitesse de roue et débit de grenaille de chaque roue
- Rotation et/ou translation de la pièce
- Mouvement alternatif de la buse
- Temps de cycle
Ces paramètres sont surveillés en continu et comparés aux limites acceptables programmées dans l'ordinateur. Si un écart inacceptable est détecté, la machine s'arrêtera automatiquement dans un délai d'une seconde et signalera la nature et l'ampleur de l'écart. La machine ne redémarrera pas le traitement tant que les paramètres de la machine n'auront pas été corrigés.
