
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandŚRUTOWANIE
ŚRUTOWANIE

Śrutowanie, obróbka powierzchni, która stała się kluczowym procesem w wielu gałęziach przemysłu ze względu na swoją zdolność do poprawić zmęczenie metalu właściwości komponentów o niemal każdej wielkości i geometrii oraz wydłużyć żywotność krytycznych podzespołów które potencjalnie mogą się nie powieść.
Zmęczenie metalu Występuje podczas cyklicznego obciążenia rozciągającego, co może prowadzić do powstania pęknięcia w obszarach o dużym naprężeniu. Śrutowanie łagodzi to zjawisko poprzez wytworzenie dużej wartości resztkowego naprężenia ściskającego na powierzchni w obszarach potencjalnego pęknięcia.
W przypadku pracy w środowisku o wyższym cyklu zmęczenia (niższe naprężenia), typowe ulepszenia zmęczenia przy zastosowaniu śrutowania obejmują:
- 3-10-krotny wzrost odporności na zmęczenie
- 10-30% wzrost wytrzymałości zmęczeniowej
Film z procesu śrutowania
Kontrolowane śrutowanie – proces
Kontrolowane śrutowanie to proces obróbki plastycznej na zimno, w którym wykorzystuje się kulisty materiał zwany śrutem. Gdy każdy śrut uderza w powierzchnię, powstaje wgłębienie wraz z korzystnym naprężeniem ściskającym. Wynika to z lokalnego odkształcenia plastycznego, które jest ograniczane przez materiał podłoża (RYSUNEK 1). Jeśli występują, wcześniejsze naprężenia rozciągające z procesu produkcyjnego są przekształcane w naprężenie ściskające. Naprężenie ściskające kompensuje lub zmniejsza przyłożone naprężenie rozciągające. Mówiąc prościej, mniejsze naprężenie (rozciągające) oznacza dłuższą żywotność elementu. Typowy profil naprężeń podczas śrutowania przedstawiono na (RYSUNEK 2).

RYCINA 1
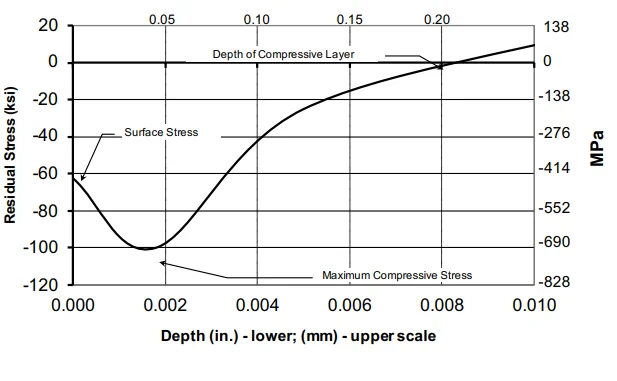
RYCINA 2
CWST zarządza planami technicznymi dla każdego numeru części przeprocesowanej. Nasze zakłady od wielu lat przechowują tysiące planów technicznych. Plany techniczne uwzględniają geometrię części, wymagania dotyczące maskowania, właściwości materiału bazowego oraz weryfikację cienkich przekrojów w celu zminimalizowania ryzyka zniekształceń.
Rodzaje i zastosowania śrutowania
Śrutowanie- Zmęczenie metalu występuje podczas cyklicznego obciążenia rozciągającego, co może powodować pękanie w miejscach silnie naprężonych. Śrutowanie łagodzi to zjawisko poprzez wytworzenie dużej wartości resztkowego naprężenia ściskającego na powierzchni w miejscach potencjalnych uszkodzeń.
Śrutowanie laserowe— Śrutowanie laserowe (czasem nazywane szokowym śrutowaniem laserowym) powoduje głębokie odkształcenia plastyczne w części, wytwarzając szczątkowe naprężenia ściskające o dużej wartości, sięgające od 1 do 10 mm pod powierzchnią. Zwiększa to wytrzymałość zmęczeniową, trwałość, odporność na uszkodzenia i korozję naprężeniową krytycznych elementów metalowych.
Śrutowanie kawitacyjne ultradźwiękowe—Kawitacja ultradźwiękowa zapewnia płytkie śrutowanie, co jest idealne w przypadku elementów o cienkich przekrojach. Ta niewielka głębokość wydłuża trwałość zmęczeniową elementów o cienkim przekroju poprzecznym.
Formowanie śrutem - Proces ten wykorzystuje naprężenia ściskające indukowane w wyniku kontrolowanego śrutowania, aby zmienić kształt elementu. Delikatne krzywizny w zakresie sprężystości materiału są formowane regularnie, z zachowaniem stałych tolerancji.
C.A.S.E. Superfinishing izotropowy - C.A.S.E. (Chemically Assisted Surface Enhancement) to dwuetapowy proces polegający na śrutowaniu i następującym po nim wibracyjnym wykończeniu superfiniszowym.
Produkcja addytywna, przetwarzanie końcowe - Firma CWST opracowała wiele procesów obróbki addytywnej, które przynoszą szereg korzyści.
Śrutowanie – specyfikacje branżowe
Nasze obiekty posiadają certyfikaty potwierdzające ich zgodność z obowiązującymi normami branżowymi, w tym NADCAP, ISO oraz setki certyfikatów OEM (&Tier 1), w tym:
- P11TF8
- P11TF3
- BPS 4409
- RRP-56000
- AMS-S-13165
- BAC 5730
- PWA 6
- RPS 428
- AMS 2430
- AMS 2432
- J2441
- MIL-S-13165
- ABP 1-2028
- MIL-P 81985 (AS)
- MIL-STD-852
Aby uzyskać więcej szczegółów na temat naszych zatwierdzeń i akredytacji, prosimy o kontakt skontaktuj się z nami
Śrutowanie – korzyści
- Zapobieganie uszkodzeniom zmęczeniowym – zwykle związanym z obciążeniem cyklicznym. Naprężenia rozciągające przyłożone na powierzchni najczęściej wynikają ze zginania lub skręcania. Resztkowe naprężenia rozciągające powstające podczas produkcji również mogą przyczyniać się do uszkodzeń.
- Zapobiegaj zmęczeniu metalu
Poprawia właściwości zmęczeniowe metalu poprzez zastosowanie korzystnych naprężeń ściskających. Udowodniono, że zwiększa to ochronę przed awariami spowodowanymi przez:
- Zmęczenie metalu powszechnie kojarzone z obciążeniem zginającym lub skręcającym
- Pękanie korozyjne naprężeniowe (SCC)
- Zmęczenie cierne powszechnie związane z obracającymi się elementami
- Zmęczenie kontaktowe (mikro/makro wżery) związane z geometrią zębów koła zębatego
- Zmniejszenie rozrzutu zmęczeniowego wynikającego z wcześniejszych operacji produkcyjnych (spawania, szlifowania, anodowania, powlekania, agresywnej obróbki/szlifowania, niewłaściwej ekspozycji na ciepło)
Śrutowanie – na miejscu
Możemy wykonać śrutowanie na miejscu dużych komponentów, których rozmiary przekraczają limity transportowe lub które są montowane na fundamentach. Nasi pracownicy terenowi świadczą usługi śrutowania na miejscu na całym świecie, zgodnie z tymi samymi standardami jakości, co nasze centra obróbcze. Stosujemy certyfikowane techniki śrutowania, aby osiągnąć ten sam poziom jakości.
Dzięki naszym możliwościom dostawy na miejscu możemy pomóc klientom uniknąć problemów logistycznych i kosztów związanych z wysyłką sprzętu o dużych gabarytach, a jednocześnie zminimalizować przestoje sprzętu.
Ekipy terenowe wykorzystują paski Almen, weryfikację pokrycia i certyfikowane środki do śrutowania, aby osiągnąć na miejscu ten sam wysoki poziom jakości, jaki uzyskują wewnętrznie.
Przykłady projektów śrutowania na miejscu, które firma CWST zrealizowała pomyślnie, obejmują:
- Konstrukcje spawane (zbiorniki ciśnieniowe, korpusy kruszarek, kadłuby statków, zbiorniki do magazynowania chemikaliów, mosty)
- Remont i naprawa podzespołów samolotów (sekcje skrzydeł, podwozia, inne podzespoły obciążone dynamicznie, usuwanie korozji)
- Elementy elektrowni (rury wymienników ciepła, obudowy turbin, elementy obrotowe, duże wentylatory)
- Urządzenia do przesyłu granulatu z tworzyw sztucznych do śrutowania kierunkowego
- Różne zakłady przetwórcze (huty stali, papiernie, zakłady górnicze)
Dowiedz się więcej o naszym śrutowanie na miejscu services
Śrutowanie a śrutowanie laserowe
Śrutowanie wykonuje się za pomocą śrutu, kulek szklanych, ceramicznych lub metalowych. Śrutowanie laserowe wykorzystuje technologię laserową nanoszoną cyfrowo. Aby dowiedzieć się, czy śrutowanie, czy laserowe jest odpowiednie dla Twojego zastosowania, prosimy o kontakt. Poznaj różnicę między śrutowaniem a śrutowaniem laserowym
Śrutowanie – historie sukcesu
Śrutowanie jest korzystne w wielu gałęziach przemysłu, w tym w przemyśle lotniczym, motoryzacyjnym, chemicznym i petrochemicznym, obróbce powierzchni metali i innych, modyfikacji wykończenia powierzchni, maszynach turbowentylatorowych i wytwarzaniu energii.
Przeczytaj nasze historie sukcesu
Kontrolowanie procesu śrutowania
Po wykonaniu śrutowania nie ma możliwości potwierdzenia, że zostało ono wykonane zgodnie ze specyfikacją bez uszkodzenia produktu. Dlatego podczas procesu śrutowania należy zachować ścisłą kontrolę procesu, obejmującą:
- Głoska bezdźwięczna
- Intensywność
- Zasięg
- Sprzęt
Najczęściej zadawane pytania dotyczące śrutowania
Czy moja firma może wykonywać śrutowanie u siebie?
Każda operacja może wymagać innej maszyny dla optymalnego przepływu produkcji, co zwiększa początkowe nakłady kapitałowe i bieżące koszty operacyjne. Śrutowanie, śrutowanie i śrutowanie Kulowanie szklanymi kuleczkami, a także różnorodność rozmiarów części to czynniki, które mogą wymagać użycia dodatkowych maszyn.
Jakie wymagania dotyczące sprężarki powietrza są stawiane przy śrutowaniu?
Pneumatyczne maszyny do kucia wymagają dużej ilości czystego, suchego i nieprzerwanego powietrza. Zazwyczaj do usuwania wilgoci z układu potrzebne są osuszacze powietrza.
Czy istnieją jakieś wady śrutowania wykonywanego we własnym zakresie?
Tak, istnieją pewne wady śrutowania wykonywanego w zakładzie, do których zalicza się:
Hałas – maszyny do śrutowania są głośne i zakłócają istniejący tok pracy
Środowisko – Maszyny do śrutowania generują dużą ilość pyłu i muszą być starannie zabezpieczone; mogą nie być kompatybilne z wieloma procesami produkcyjnymi. Wystarczająca ilość czystego, suchego i nieprzerwanego (sprężonego) powietrza.
Maszyny – Z biegiem czasu maszyna do śrutowania będzie się „zjadać” od wewnątrz. Wymiana i naprawa takich elementów, jak dysze, ścianki obudowy, silniki, uchwyty i przewody powietrza, jest konieczna regularnie i może wymagać nagłej i natychmiastowej interwencji. W przypadku śrutowania więcej niż jednej części, mogą być potrzebne dodatkowe media i maszyny.
Koszt – Jeśli maszyny nie pracują z dużą wydajnością, ich eksploatacja może być kosztowna
Zatwierdzenia – Zdobywanie i utrzymywanie certyfikatów branżowych
Jakie są wymagania dotyczące środków do śrutowania?
Dobra jakość materiału do obróbki plastycznej, zgodna z normą AMS 2431, jest kluczowa dla tego procesu. Śrut może często stanowić towar niedostępny u kwalifikowanego dostawcy, co powoduje poważne opóźnienia w produkcji. Dlatego konieczne jest utrzymanie odpowiedniego zapasu materiału do obróbki plastycznej.
Jakie są wymagania jakościowe dla specyfikacji śrutowania?
Oprócz konieczności posiadania przeszkolonych i wykwalifikowanych operatorów, dodatkowe ważne wymagania w większości specyfikacji dotyczących śrutowania obejmują opracowanie procesu, sprzęt i kontrolę procesu śrutowania.
Czy uważasz, że dzięki zastosowaniu procesu śrutowania u siebie, skrócisz czas rotacji zapasów?
Gdybyś miał dedykowanego dostawcę w pobliżu, czy nie lepiej byłoby zainwestować swój kapitał gdzie indziej? Gdyby zatwierdzony dostawca prowadził w Twoim zakładzie dział śrutowania, czy byłoby to alternatywne rozwiązanie?
Jeśli mają Państwo jakiekolwiek pytania dotyczące uruchomienia własnej wewnętrznej instalacji do śrutowania, kierownicy ds. obsługi technicznej firmy Curtiss-Wright Surface Technologies są do Państwa dyspozycji, aby omówić i ocenić Państwa potrzeby oraz opracować rozwiązanie dostosowane do Państwa potrzeb.
Dodatkowe zastosowania śrutowania

Kontrolowane śrutowanie może również zmienić kształt elementu (np. nadać krzywiznę poszyciu skrzydła) i zwiększyć odporność na zmęczenie przy zginaniu.
Robotyczne kulkowanie

CWST oferuje robotyczne kulowanie, spełniające najbardziej rygorystyczne wymagania. Robotyczne kulowanie zapewnia większą niezawodność i wydajność w porównaniu z poprzednimi generacjami urządzeń do kulowania.

Metoda C.A.S.E. to połączenie śrutowania z chemicznie wspomaganym dogładzaniem. Typowe zastosowania to koła zębate, wały i geometria profili aerodynamicznych. Powierzchnie są wygładzane do lustrzanego połysku, a zagłębienia pozostają w celu zatrzymania środka smarującego.

Śrutowanie CWST z wykorzystaniem różnych mediów pozwala na uzyskanie różnorodnych, powtarzalnych wykończeń powierzchni architektonicznych. Wykończenie Peentex tworzy wizualnie przyjemną, trwałą powierzchnię.

Kulowanie szklanymi kuleczkami wykonuje się przy użyciu śrutu szklanego, który różni się od tradycyjnego kulowania stalowego. Niższa gęstość pozwala na kulowanie delikatniejszych elementów geometrycznych, takich jak gwinty.
