
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandKONTROLA PROCESU ŚRUTOWANIA

KONTROLA PROCESU ŚRUTOWANIA
Kontrolowane śrutowanie różni się od większości procesów produkcyjnych tym, że nie istnieje metoda nieniszcząca, która potwierdzałaby jego wykonanie zgodnie z właściwymi specyfikacjami. Techniki takie jak dyfrakcja rentgenowska wymagają poświęcenia części w celu wygenerowania pełnej analizy profilu głębokości ściskania. Aby zapewnić spełnienie specyfikacji śrutowania dla partii produkcyjnych, należy przestrzegać następujących zasad kontroli procesu:
- Media
- Intensywność
- Zasięg
- Urządzenia
Firma CWST obecnie spełnia lub przewyższa najsurowsze standardy jakości wymagane przez klientów z branży przemysłowej, motoryzacyjnej i lotniczej. Zgodnie z lokalnymi wymogami branżowymi, nasze zakłady utrzymują zgodność z systemami jakości lub certyfikację ISO9001:2000, TS-16949:2002 i/lub AS9100. Ponadto placówki CWST wspierające społeczność lotniczo-kosmiczną uczestniczą w rygorystycznym programie akredytacyjnym Nadcap.
1. Nośniki
Rysunek 11-1 przedstawia dopuszczalne i niedopuszczalne kształty nośników. Nośniki do śrutowania muszą być przeważnie okrągłe. W przypadku uszkodzenia nośnika podczas użytkowania, należy usunąć uszkodzone nośniki, aby zapobiec uszkodzeniu powierzchni w wyniku uderzenia.
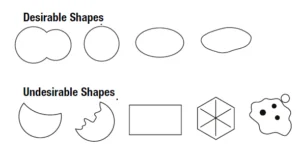
Rys. 11 1 Kształty mediów
2. Intensywność
Intensywność śrutowania jest miarą energii strumienia śrutu. Jest to jeden z podstawowych sposobów zapewnienia powtarzalności procesu. Energia strumienia śrutu jest bezpośrednio związana z naprężeniem ściskającym przyłożonym do elementu. Intensywność można zwiększyć, stosując większe medium i/lub zwiększając prędkość strumienia śrutu. Inne zmienne, które należy wziąć pod uwagę, to kąt uderzenia i medium śrutujące.
Intensywność mierzy się za pomocą pasków Almena. Pasek Almena składa się z paska ze stali sprężynowej SAE1070, który jest śrutowany tylko z jednej strony. Resztkowe naprężenie ściskające powstałe w wyniku śrutowania spowoduje, że pasek Almena wygnie się lub wyginie wypukłym łukiem w kierunku strony śrutowanej (rysunek 11-2). Wysokość łuku paska Almena jest funkcją energii strumienia śrutu i jest bardzo powtarzalna.
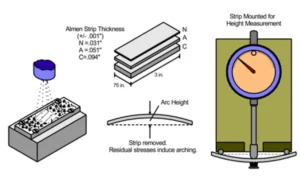
Rysunek 11 2 System pasków Almena
3. Pokrycie
Pełne pokrycie powierzchni poddanej śrutowaniu ma kluczowe znaczenie dla wysokiej jakości śrutowania. Pokrycie to miara pierwotnej powierzchni, która została zniszczona przez wgłębienia powstałe w wyniku śrutowania. Pokrycie nigdy nie powinno być mniejsze niż 100%, ponieważ pęknięcia zmęczeniowe i korozyjne naprężeniowe mogą rozwinąć się w obszarze nieobrobionym, który nie jest objęty resztkowymi naprężeniami ściskającymi. Sąsiednie rysunki przedstawiają pełne i niepełne pokrycie (rysunki 11-3A i 11-3B).
Jeśli pokrycie jest określone jako większe niż 100% (tj. 150%, 200%), oznacza to, że czas obróbki potrzebny do osiągnięcia 100% został wydłużony o ten współczynnik. Pokrycie na poziomie 200% czasu obróbki będzie miało dwukrotnie dłuższy czas ekspozycji na śrutowanie niż 100% pokrycia.

Rys. 11 3A Kompletne śrutowanie
PEENSCAN (weryfikacja pokrycia) – Określenie pokrycia śrutowania może być dość łatwe w przypadku śrutowania miękkich materiałów, ponieważ wgłębienia są wyraźnie widoczne. Lupa 10-krotna (10x) jest w zupełności wystarczająca w takich warunkach. W wielu zastosowaniach określenie pokrycia jest trudniejsze. Otwory wewnętrzne, ciasne promienie, wyjątkowo twarde materiały i duże powierzchnie stanowią dodatkowe wyzwanie w określaniu pokrycia.

Rys. 11 3B Niekompletne śrutowanie
W tym celu CWST opracowało proces PEENSCAN z wykorzystaniem fluorescencyjnych barwników wskaźnikowych DYESCAN. PEENSCAN idealnie nadaje się do pomiaru jednorodności i stopnia pokrycia w trudnych warunkach. Biało-zielony barwnik nie jest widoczny w normalnych warunkach oświetleniowych i należy go oglądać w świetle ultrafioletowym (czarnym).
Powłokę można nakładać przez zanurzanie, nakładanie pędzlem lub natryskiwanie badanego elementu. W miarę jak powlekana powierzchnia jest poddawana działaniu medium do śrutowania, uderzenia usuwają fluorescencyjną, elastyczną powłokę z szybkością proporcjonalną do rzeczywistego stopnia pokrycia. Po ponownym obejrzeniu elementu w świetle ultrafioletowym widoczne jest nierównomierne pokrycie. Parametry procesu śrutowania można następnie regulować, aż procedura PEENSCAN potwierdzi całkowite usunięcie obszaru objętego problemem.
Rysunki od 11-4A do 11-4C przedstawiają koncepcję PEENSCAN. Rysunki przedstawiają komputerowe symulacje łopatki turbiny, gdzie kolor zielony reprezentuje białozielony barwnik (w warunkach światła czarnego). W miarę jak (zielony) barwnik jest usuwany w wyniku uderzeń śrutu, (niebieski) materiał bazowy ulega
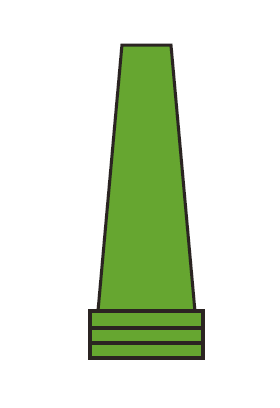
Rys. 11 4A Powłoka Peenscan przed śrutowaniem
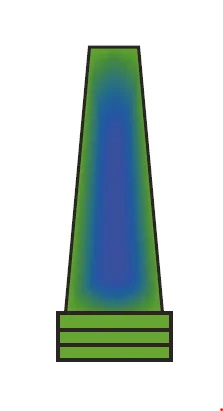
Ryc. 11 4B Częściowe usunięcie Peenscanu wskazujące na niepełne pokrycie
Ryc. 11 4C Całkowite usunięcie Peenscanu wskazujące na całkowite pokrycie
odsłonięte, co wskazuje na pełne pokrycie. Proces inspekcji PEENSCAN okazał się zdecydowanie lepszy niż użycie szkła o 10-krotnym powiększeniu.
4. Zautomatyzowany sprzęt do śrutowania
Centra serwisowe CWST na całym świecie są wyposażone w podobne typy zautomatyzowanego sprzętu do śrutowania. W razie potrzeby sieć ta umożliwia wydajne, ekonomiczne i niezawodne przesyłanie lub powielanie procesu śrutowania
z jednej lokalizacji do drugiej.
CWST oferuje również komputerowo monitorowane śrutowanie (CMSP), które wykorzystuje dodatkowe sterowanie procesem i rejestruje dane podczas produkcyjnego śrutowania każdej części. W przypadku komponentów zaprojektowanych do śrutowania w celu wydłużenia żywotności produktu, klienci powinni poprosić o zgodność ze specyfikacją komputerowo monitorowanego procesu AMS-2432.
/>CWST opracowało sprzęt CMSP, który umożliwia monitorowanie, kontrolowanie i dokumentowanie następujących parametrów procesu śrutowania:
- Ciśnienie powietrza i przepływ śrutu w każdej dyszy
- Prędkość obrotowa koła i przepływ śrutu w każdym kole
- Obrót i/lub przesunięcie części
- Posuwisto-zwrotny dyszy
- Czas cyklu
Parametry te są stale monitorowane i porównywane z dopuszczalnymi limitami zaprogramowanymi w komputerze. W przypadku wykrycia niedopuszczalnego odchylenia, maszyna automatycznie wyłączy się w ciągu jednej sekundy i zgłosi charakter i zakres odchylenia. Maszyna nie wznowi obróbki, dopóki parametry maszyny nie zostaną skorygowane.
