
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandC.A.S.E. IZOTROPOWE WYKOŃCZENIE
C.A.S.E. IZOTROPOWE WYKOŃCZENIE

C.A.S.E. (chemicznie wspomagane ulepszanie powierzchni) to dwuetapowy proces składający się z: śrutowanie a następnie superwykańczanie wibracyjne. Właściwości zwiększające odporność na zmęczenie materiału dzięki śrutowaniu są uzupełnione o lustrzane wykończenie powierzchni.
Zastosowania wymagające zarówno szczątkowego naprężenia ściskającego, jak i doskonałej jakości wykończenia powierzchni obejmują precyzyjne koła zębate i geometrię łopatek. W zależności od zastosowania i wymagań klienta dotyczących wykończenia, zagłębienia po śrutowaniu mogą zostać zachowane w celu zatrzymania środka smarnego.
W zależności od wymagań klienta, element może zostać poddany procesowi superwykończenia w ramach samodzielnego procesu lub śrutowaniu, a następnie superwykończeniu, czyli procesowi C.A.S.E.
Porozmawiaj z naszymi ekspertami
Jak działa superfinisz izotropowy

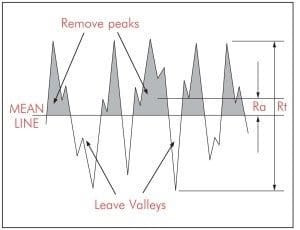
Izotropowe superfiniszowanie polega na zanurzaniu detali w wibrującej misie wypełnionej medium o odpowiedniej wielkości. Słaby kwas jest używany do zmiękczenia powierzchni detalu, tak aby kontakt z medium wibracyjnym usuwał nierówności, takie jak ślady szlifowania i obróbki, jednocześnie pozostawiając zagłębienia, które zatrzymują smar.
Proces ten stopniowo usuwa nierówności, pozostawiając zagłębienia, aż do uzyskania pożądanego wykończenia powierzchni. Przed zakończeniem procesu elementy są neutralizowane, aby kwas nie miał negatywnego wpływu na powierzchnię.
Proces izotropowy C.A.S.E.

Odstęp między wierzchołkiem a doliną w wykończeniu śrutowanym wynosi ~2,9 mikrona. Po wykończeniu izotropowym, wykonanym w ramach procesu CASE, poprawia się on do ~0,6 mikrona.
Zastosowania superwykańczania izotropowego
- Przekładnie
- Koła zębate i wały przekładniowe
- Namiar
- krzywki i podpory
- czopy
Korzyści z wibracyjnego wykańczania powierzchni metodą C.A.S.E.
- Zmniejszona chropowatość powierzchni do wykończenia lustrzanego
- Poprawiona wytrzymałość zmęczeniowa styku/powierzchni przekładni
- Redukcja hałasu przekładni i temperatury smaru
- Zapobiega mikro- i makrowżerom
- Zaokrąglenie ostrych krawędzi dla ułatwienia montażu
