
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandŚRUBOWANIE KAWITACYJNE
Śrutowanie kawitacyjne

Śrutowanie kawitacyjne zapewnia płytkie głębokości śrutowania, idealne dla elementów o cienkim przekroju. Ta niewielka głębokość jest idealna do poprawy trwałości zmęczeniowej elementów o cienkim przekroju poprzecznym.
Proces Śrutowanie kawitacyjne
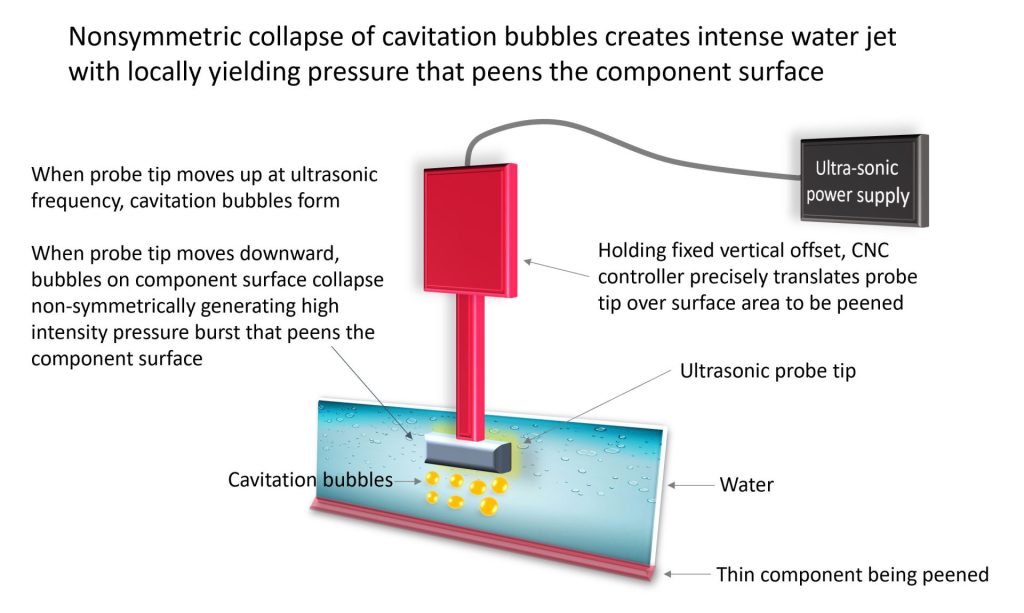
- Po zanurzeniu komponentu w wodzie dejonizowanej, w trakcie procesu rozrzedzania ultradźwiękowego pod wkładką tworzą się mikroskopijne pęcherzyki.
- Dzięki stałemu przesunięciu pionowemu sterownik CNC precyzyjnie przesuwa końcówkę sondy nad powierzchnią przeznaczoną do śrutowania.
- Gdy końcówka sondy porusza się z częstotliwością ultradźwiękową, tworzą się pęcherzyki kawitacyjne.
- Gdy końcówka sondy przesuwa się w dół, pęcherzyki na powierzchni komponentu zapadają się niesymetrycznie, generując gwałtowny wzrost ciśnienia, który przebija powierzchnię komponentu.
- To asymetryczne zapadnięcie się powoduje powstanie silnego lokalnego strumienia wody, skutkującego odkształceniem plastycznym powierzchni.
- Ponieważ pęcherzyki są małe, głębokość reakcji plastycznej wynosi około 100 mikronów (0,004 cala) [GC1]
- Gdy końcówka sondy porusza się z częstotliwością ultradźwiękową, tworzą się pęcherzyki kawitacyjne.
Korzyści z Śrutowanie kawitacyjne
- Niewielka głębokość naprężenia ściskającego w przypadku cienkich i delikatnych elementów, które podczas pracy muszą wykonywać oscylacje lub cykle.
- Sytuacje wysokiego cyklu i niskiego stresu (HCF) w pogarszającym się środowisku powierzchniowym.
- Umożliwia śrutowanie elementów zbyt cienkich do śrutowania lub śrutowania laserowego.
- Ultraczyste przetwarzanie umożliwia zastosowania w miejscach, w których nie można tolerować zanieczyszczeń.
- Sterowanie procesami CNC zapewnia wysoką powtarzalność obróbki i kontrolę jakości.
Branże wykorzystujące Śrutowanie kawitacyjne
Kulowanie ultradźwiękowe idealnie nadaje się do obróbki na głębokość 100 mikronów i mniejszą, czyli do obróbki elementów o bardzo cienkim przekroju poprzecznym. Głębokość penetracji w procesie kulowania jest bezpośrednio związana z rozmiarem plamki uderzeniowej. Ponieważ pęcherzyki powietrza wytwarzane przez kulowanie ultradźwiękowe są mikroskopijnej wielkości, ich penetracja jest równie płytka. W kulowaniu śrutowym kulki śrutu mają zazwyczaj rozmiar submilimetrowy, a zatem głębokość penetracji wynosi od submilimetra do jednego milimetra. W przypadku wysokoenergetycznego kulkowania laserowego, gdzie rozmiary plamek skalują się od kilku milimetrów do centymetrów, głębokość penetracji jest równomierna.
- Elektronika
- Automotive
- Lotnictwo
- Zautomatyzowane sterowanie za pomocą małych i miniaturowych komponentów
Ultradźwiękowy Śrutowanie kawitacyjne – Unikalne atrybuty
- Żadne ciała stałe nie dotykają obrabianego przedmiotu
- Wzrost chropowatości powierzchni jest mniejszy niż w przypadku śrutowania lub śrutowania laserowego
- Używana woda zawiera metal i tlenek metalu, które można poddać recyklingowi
- Niski koszt wykonania
- Wymaga tylko jednego kroku
- Poprawia właściwości głębokich i wąskich karbów

Dzięki technologii ultradźwiękowej, śrutowania i laserowego śrutowania firma CW jest w stanie sprostać specyficznym potrzebom od delikatnych komponentów elektronicznych o wielkości submilimetrowej po struktury średniej i bardzo duże i grube.
