
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
Finland控制喷丸工艺

控制喷丸强化工艺
可控喷丸强化与大多数制造工艺不同,因为没有无损方法可以确认其是否按照适当的规范执行。X射线衍射等技术需要牺牲一个零件来生成完整的压应力深度剖面分析。为确保生产批次符合喷丸规范,必须维持以下过程控制:
- 介质
- 强度
- 覆盖率
- 设备
柯蒂斯-莱特表面技术目前达到或超过其工业、汽车和航空航天客户要求的最严格质量标准。根据当地行业要求,我们的设施保持质量体系符合或注册ISO9001:2000、TS-16949:2002和/或AS9100标准。此外,支持航空航天界的柯蒂斯-莱特表面技术设施参与Nadcap的严格认证计划。
1. 介质
图11-1展示了可接受和不可接受的介质形状。喷丸介质必须以圆形为主。当介质因使用而破损时,必须移除破损的介质以防止撞击时造成表面损伤。
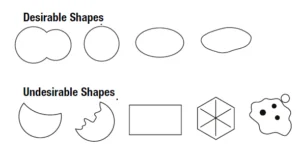
图 11 1 介质形状
2. 强度
喷丸强度是衡量喷丸流能量的指标。它是确保工艺可重复性的基本手段之一。喷丸流的能量与施加到零件中的压应力直接相关。可以通过使用更大的介质和/或增加喷丸流的速度来提高强度。其他需要考虑的变量包括冲击角度和喷丸介质。
强度使用阿尔门试片测量。阿尔门试片由一条SAE1070弹簧钢条组成,仅在一侧进行喷丸。喷丸产生的残余压应力会使阿尔门试片向喷丸侧凸起弯曲或成弧形(图11-2)。阿尔门试片的弧高是喷丸流能量的函数,具有很高的可重复性。
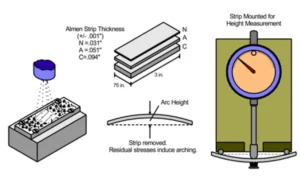
图 11 2 阿尔门试片系统
3. 覆盖率
喷丸表面的完全覆盖对于执行高质量喷丸至关重要。覆盖率是指被喷丸凹痕覆盖的原始表面积的测量值。覆盖率不应低于100%,因为疲劳裂纹和应力腐蚀裂纹可能会在未被残余压应力包裹的未喷丸区域中产生。相邻的图片展示了完全覆盖和不完全覆盖(图11-3A和11-3B)。
如果覆盖率指定为大于100%(即150%、200%),这意味着实现100%覆盖所需的加工时间增加了该倍数。200%覆盖时间的喷丸暴露时间是100%覆盖的两倍。

图 11 3A 完整喷丸处理
PEENSCAN(覆盖率验证)——当较软的材料经过喷丸处理时,喷丸覆盖率的判定相当容易,因为凹痕非常明显。在这些情况下,10倍(10x)放大镜就足够了。在许多应用中,覆盖率的判定更加困难。内孔、狭小圆角、极硬材料和大表面积在判定覆盖率方面带来了额外的挑战。

图11 3B 不完全喷丸
为此,柯蒂斯-莱特表面技术开发了使用DYESCAN荧光示踪染料的PEENSCAN工艺。PEENSCAN非常适合测量困难条件下的覆盖率均匀性和范围。白绿色染料在正常光照条件下不可见,必须在紫外线(黑光)下观察。
可以通过浸渍、刷涂或喷涂的方式将涂层施加到待分析零件上。当涂层表面受到喷丸介质冲击时,冲击以与实际覆盖率成比例的速率去除荧光弹性涂层。当再次在黑光下观察零件时,不均匀的覆盖率明显可见。然后可以调整喷丸工艺参数,直到PEENSCAN程序验证关注区域的完全覆盖。
图11-4A至11-4C展示了PEENSCAN概念。这些图是涡轮叶片的计算机模拟图,绿色代表白绿色染料(在黑光条件下)。随着(绿色)染料被喷丸冲击去除,(蓝色)基材
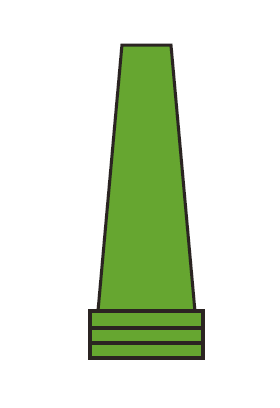
图 11 喷丸处理前的 4A Peenscan 涂层
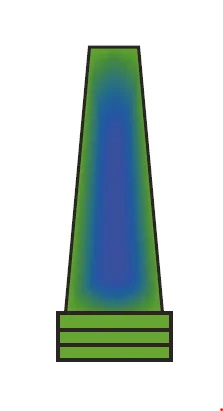
图 11 4B Peenscan 部分移除,表明覆盖不完整
图 11 4C 完全去除 Peenscan,表明完全覆盖
暴露出来,表明已完全覆盖。PEENSCAN检查工艺已被证明明显优于使用10倍放大镜。
4. 自动化喷丸强化设备
在全球范围内,柯蒂斯-莱特表面技术服务中心配备了类似类型的自动化喷丸强化设备。在需要时,该网络允许高效、经济和可靠地从一个地点转移或复制喷丸
加工到另一个地点。
柯蒂斯-莱特表面技术还提供计算机监控喷丸强化(CMSP),它利用额外的过程控制并在每个零件的生产喷丸过程中记录数据。对于设计中采用喷丸强化以延长产品寿命的部件,客户应要求遵守计算机监控工艺规范AMS-2432。
柯蒂斯-莱特表面技术开发了CMSP设备,具有监控、控制和记录喷丸过程以下参数的能力:
- 每个喷嘴的气压和喷丸流量
- 每个喷丸轮的轮速和喷丸流量
- 零件旋转和/或平移
- 喷嘴往复运动
- 循环时间
这些参数被持续监控并与编程到计算机中的可接受限值进行比较。如果发现不可接受的偏差,机器将在一秒钟内自动关闭并报告偏差的性质和程度。在机器参数得到纠正之前,机器不会重新启动加工。
