Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
Finland金属表面处理及其他领域的喷丸强化成功案例

金属表面处理及其他领域的喷丸强化成功案例
喷丸强化已被证明能够有效延长金属部件的使用寿命并提高其性能,保护其免受疲劳、微动疲劳、应力腐蚀开裂以及各种其他失效机制的影响。以下是一些金属表面处理应用的成功案例:
- Al 7050-T7651 高强度铝合金
- 阳极氧化铝环
- 高密度粉末冶金齿轮
- 硫化物应力开裂
要返回成功案例主页,请点击此处 點這裡
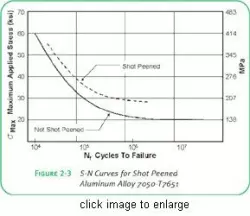
Al 7050-T7651 高强度铝合金
采用高强度 Al 7050-T7651 制备疲劳试样。对中心试样的四个侧面进行喷丸处理。疲劳试验采用四点反向弯曲模式 (R = -1)。下表列出了喷丸处理前后合金的 S-N 曲线。结果表明,喷丸处理使疲劳极限提高了约 33%。即使在应力比介于屈服强度和疲劳极限之间的区域,疲劳强度也提高了 2.5 倍至近 4 倍。
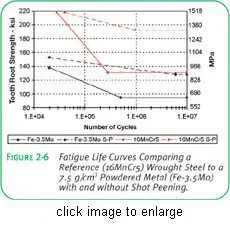
高密度粉末冶金齿轮
采用脉动试验对齿根弯曲疲劳进行了研究,以比较参考锻造齿轮钢和密度为7.5 g/cm3的粉末冶金齿轮的性能。两种齿轮的模数均为3.5 mm,齿数均为25,表面硬化至60 HRC。锻造齿轮采用16MnCr5钢,粉末冶金齿轮采用Fe-3.5Mo合金。在附图中,蓝色曲线代表粉末冶金齿轮的试验结果。喷丸处理使疲劳极限提高了约35%,从约95 ksi (650 MPa)提高到约128 ksi (880 MPa)。喷丸处理后的粉末冶金齿轮的疲劳极限与未喷丸处理的16MnCr5材料非常接近。由于粉末冶金具有显著的成本优势,喷丸处理的粉末冶金齿轮可以作为价格更高的锻钢齿轮的合适替代品。所有样品均采用 0.013Å(0.32 mm Å)的喷丸强度进行处理。

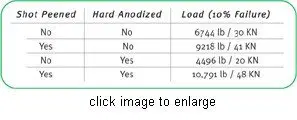
阳极氧化铝环
为了与阳极氧化和喷丸处理工艺进行比较,我们对带有外齿的铝(AlZnMgCu 0.5)环进行了测试。这些环的外径约为 24 英寸(612 毫米),抗拉强度约为 71 ksi(490 兆帕)。(硬质)阳极氧化层厚度约为 0.0008 英寸(0.02 毫米)。我们进行了弯曲疲劳试验,以确定在 100 万次循环后导致 10% 失效概率的载荷。下表列出了试验结果。