
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandŚrutowanie laserowe
Śrutowanie laserowe

Śrutowanie laserowe (czasami nazywane również śrutowaniem laserowym) powoduje głębokie odkształcenia plastyczne w części, co powoduje powstanie szczątkowego naprężenia ściskającego o dużej wartości, sięgającego od 1 do 10 mm pod powierzchnią. Zwiększa to wytrzymałość zmęczeniową, trwałość, odporność na uszkodzenia i korozję naprężeniową krytycznych elementów metalowych.
Śrutowanie laserowe pozwala formować i korygować kształt elementów, zwłaszcza jeśli element jest zbyt gruby, aby nadawał się do śrutowania. Model śrutowania laserowego Curtissa Wrighta, oparty na fizyce elementów skończonych, umożliwia szybkie wirtualne śrutowanie, a tym samym szybką optymalizację i ocenę oczekiwanej wydajności.
Śrutowanie laserowe stanowi alternatywę dla kontrolowanego śrutowania, gdzie korzystna jest głęboka penetracja, do ¾ cala (12 mm), oraz niewielkie ilości obróbki plastycznej na zimno. Ocena zastosowania pozwala określić, czy należy zastosować jedną, czy obie metody.
Śrutowanie laserowe wywarło istotny wpływ na branżę, zapewniając niezawodną i sprawdzoną w praktyce technologię. Umożliwia ono projektantom precyzyjne modelowanie naprężeń ściskających w kluczowych obszarach komponentów. Opóźnia to powstawanie i wzrost pęknięć, zwiększając tym samym wytrzymałość zmęczeniową i żywotność komponentów.
Film z procesu śrutowania laserowego
Proces śrutowania laserowego – krok po kroku
- Cienki strumień wody przepływa po powierzchni, pełniąc funkcję warstwy ubijającej.
- Wiązka wyjściowa lasera Nd:szkło o energii około 20 dżuli i mocy 20 nanosekund (czyli 1 000 000 000 watów szczytowych) jest kierowana na obrabiany element, przechodząc przez wodę
- Przednia krawędź impulsu laserowego reaguje z powierzchnią metalu lub warstwą ablacyjną, powodując szybką jonizację i odparowywanie materiału powierzchniowego, tworząc i ogrzewając plazmę.
- Ciśnienie rozgrzanej plazmy wzrasta do około 100 kBar (1,5 miliona funtów na cal kwadratowy), a woda służy do bezwładnego ograniczenia objętości. Ten szybki wzrost ciśnienia jest ściśle kontrolowany, aby osiągnąć wartość od jednego do dwóch razy większą od dynamicznej granicy plastyczności metalu, odkształcając plastycznie materiał podczas penetracji.
- Woda ulega przyspieszeniu, odrywając się od powierzchni, ale dopiero po tym, jak fala uderzeniowa rozprzestrzeni się w głąb metalu.
- Reakcja mechaniczna obrabianego obszaru na to głębokie odkształcenie plastyczne, od 0,020 cala do 0,500 cala (głębokość od 1 mm do 12 mm), powoduje powstanie głębokiego, szczątkowego naprężenia ściskającego, którego charakterystyka zależy od materiału, sztywności i parametrów obróbki. Wytworzone głębokie naprężenie ściskające tworzy warstwę odporną na uszkodzenia oraz barierę uniemożliwiającą inicjację i wzrost pęknięć. Zwiększa to trwałość zmęczeniową i zapewnia odporność na korozję naprężeniową oraz zmęczenie cierne.
Uwaga: Wielokrotne impulsy lasera w predefiniowanym wzorze powierzchni powodują powstanie warstwy odkształcenia plastycznego, co skutkuje deterministyczną, głęboką warstwą ściskających naprężeń szczątkowych. Proces można dostosować do produktu i potencjalnego mechanizmu awarii lub umożliwić wyższe potencjalne obciążenia dzięki projektom wrażliwym na ciężar.

Korzyści z laserowego śrutowania
- Głębsze naprężenia ściskające, zapewniające lepszą odporność na:
- Sytuacje o niskim cyklu i wysokim stresie (LCF)
- Sytuacje wysokiego cyklu i niskiego stresu (HCF) w pogarszającym się środowisku powierzchniowym
- Utrata naprężeń ściskających w zastosowaniach wysokotemperaturowych
- Zapobiega awariom spowodowanym przez:
- Erozja, uszkodzenia spowodowane ciałami obcymi (FOD), korozja cierna, korozja wżerowa, korozja naprężeniowa (SCC), erozja galwaniczna i kawitacyjna.
- Czysta powierzchnia umożliwia zastosowanie w miejscach, w których nie można tolerować zanieczyszczeń i/lub plam na nośniku.
- Wykończenie powierzchni i topografia są łatwe w utrzymaniu i kontroli.
- Śrutowanie laserowe pozwala na doskonałą kontrolę procesu i jakości. Kluczowe parametry procesu, takie jak energia lasera i czas trwania impulsu, są mierzone i rejestrowane dla każdego wygenerowanego punktu uderzenia. Technologia ta umożliwia również generowanie dużych krzywizn w grubych elementach, co umożliwia zaawansowane formowanie i korygowanie kształtu.
Historie sukcesu w zakresie laserowego śrutowania
Patenty na śrutowanie laserowe
Curtiss-Wright Surface Technologies jest właścicielem następujących patentów na technologię śrutowania laserowego:
- Patent Stanów Zjednoczonych nr 6670578 dotyczący wstępnego obciążania elementów podczas formowania laserowego
- Patent Stanów Zjednoczonych nr 6410884 na kształtowanie konturowe metali metodą śrutowania laserowego
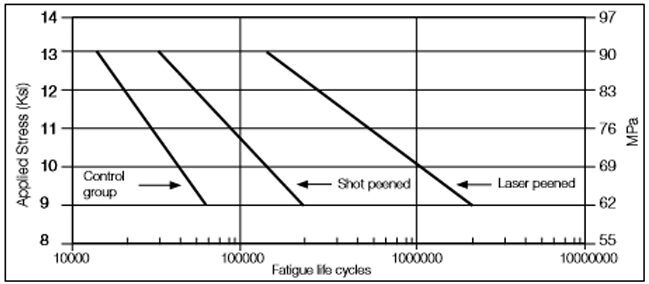
Laserowe śrutowanie aluminium AI 6061-T6
Jedną z zalet wyjątkowo głębokiej resztkowej warstwy ściskającej przedstawiono powyżej. Krzywa S-N przedstawia wyniki badań zmęczeniowych aluminium 6061-T6. Badania objęły próbki nieobrobione, poddane śrutowaniu i poddane śrutowaniu laserowemu, co wyraźnie pokazuje korzyści w zakresie trwałości i odporności na zmęczenie wynikające z procesu laserowego.
Śrutowanie laserowe a śrutowanie
Zastosowania śrutowania laserowego
Śrutowanie laserowe stosuje się do:
- Zwiększenie wytrzymałości zmęczeniowej
- Zapobieganie pęknięciom korozyjnym naprężeniowym
- Wydłużenie żywotności krytycznych podzespołów systemu
- Poprawa odporności na zmęczenie podzespołów pracujących w bardzo wysokich temperaturach i
- Zwiększanie trwałości zmęczeniowej części obrabianych metodą obróbki addytywnej
Branże wykorzystujące śrutowanie laserowe
Transport
- Łopatki i tarcze silników turbinowych
- Konstrukcje lotnicze
- Podwozie
- Elementy sterujące
- Konstrukcja statku i systemy napędowe
Energia i wytwarzanie energii elektrycznej
- Turbiny gazowe i parowe
- Pojemniki na paliwo jądrowe – zapobiegają pękaniu korozyjnemu naprężeniowemu
- Systemy energetyczne upstream i downstream
Automobilowy
Implanty medyczne
Statki morskie
Sporty rekreacyjne
Obrona
- Trzon haka
- Konstrukcje lotnicze
Modelowanie elementów metodą MES metodą śrutowania laserowego
Możliwość modelowania metodą elementów skończonych (MES) precyzyjnie symuluje reakcję części klienta na śrutowanie laserowe. Wielokrotne iteracje zmiennych procesowych można przeprowadzić w celu uzyskania następujących korzyści:
- Przewidywać profile naprężeń i odkształceń węzeł po węźle
- Włączać dokładne przewidywania zwiększonej wytrzymałości zmęczeniowej i żywotności
- Oceniać korzyści procesowe
- Zmniejszyć koszty testów
- Przyśpieszyć harmonogramy wdrożeń
Formowanie laserowe metodą uderzeniową
Formowanie metodą laserowego śrutowania (Laser Shot Peen Forming) wspomaga proces formowania metodą śrutowania, generując większą głębokość odkształcenia indukowanego, co umożliwia formowanie grubszych elementów i zwiększa stopień możliwych krzywizn. Przyczynia się to do rozwoju wykorzystania obrabianych maszynowo podłużnic i żeber w panelach ze zintegrowanym usztywnieniem, co zmniejsza zapotrzebowanie na elementy złączne. Technologia ta została z powodzeniem zastosowana w Boeingu 747-8. Wszystko to pozwala na produkcję lżejszych samolotów o bardziej oszczędnych profilach paliwowych.
Formowanie laserowe metodą uderzeniową
Śrutowanie laserowe – systemy na miejscu

W siedzibach klientów na kilku kontynentach wdrożono wiele mobilnych systemów do laserowego śrutowania, co pozwoliło na osiągnięcie najbardziej opłacalnych i terminowych wdrożeń.dowiedz się więcej >>
Śrutowanie laserowe z inżynierią mikrostruktury termicznej
Konwencjonalne śrutowanie sprawdza się w zastosowaniach niskotemperaturowych, jednak w wyższych temperaturach obróbka powierzchni ulega degradacji poprzez anihilację dyslokacji, relaksację naprężeń i zgrubienie ziarna. Aby sprostać temu wyzwaniu, Curtiss-Wright (CW) opracował nowatorską technikę – śrutowanie laserowe z wykorzystaniem technologii koinowania i inżynierii mikrostruktury termicznej (LP+TME), która zapewnia termicznie stabilne modyfikacje mikrostrukturalne zarówno w materiałach konwencjonalnych, jak i wytwarzanych metodą addytywną (AM).
Stale współpracujemy z liderami branży i badaczami, aby rozwijać nasze technologie. Ostatnio opublikowaliśmy artykuły we współpracy z University of Alabama i Michigan State University (MSU) –dowiedz się więcej >>
Wiadomości o śrutowaniu laserowym
24 marca 2022 r.
Curtiss-Wright ogłasza pomyślną weryfikację procesu laserowego śrutowania w myśliwcu F-35B firmy Lockheed Martin16 listopada 2020 r.
Curtiss-Wright ogłasza nowy amerykański patent na „elementy o wysokiej wytrzymałości zmęczeniowej wymagające obszarów o dużej twardości”
