
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
FinlandC.A.S.E. 各向同性超精加工
Exclude from Search
Off
C.A.S.E. 各向同性超精加工


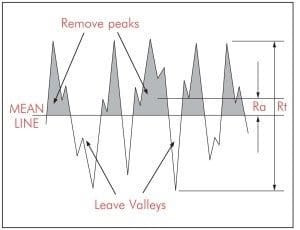
各向同性超精加工包括将零件浸入装有适当尺寸介质的振动碗中。使用弱酸软化零件表面,使其与振动介质接触时去除磨削和机加工线等表面粗糙,同时保留低点用于润滑剂保留。
该工艺继续逐步去除表面粗糙同时保留谷部,直到达到所需的表面光洁度。在完成工艺之前,零件会被中和,使酸不会产生有害影响。
C.A.S.E.各向同性过程s

喷丸强化表面光洁度的"峰谷"值约为2.9微米。经过作为CASE工艺一部分的各向同性精加工后,这一数值改善至约0.6微米。
