
 Global
Global UK
UK Irish
Irish Chinese
Chinese Spanish
Spanish Polish
Polish German
German French
French Sweden
Sweden Norway
Norway Denmark
Denmark Finland
Finland喷丸强化
喷丸强化

喷丸是一种表面处理技术,由于其能够改善金属疲劳性能,适用于几乎任何尺寸或几何形状的零件,并延长可能发生失效的关键零件的寿命,已成为许多行业的关键工艺。
金属疲劳发生在通过拉应力进行循环载荷期间,在高应力区域有可能产生裂纹。喷丸通过在潜在失效区域的表面施加高幅度残余压应力来缓解这一问题。
在较高循环疲劳(较低应力)环境中运行时,喷丸的典型疲劳改善效果为:
- 疲劳寿命提高3-10倍
- 疲劳强度提高10-30%
喷丸 – 工艺视频
```
受控喷丸 – 工艺
受控喷丸是一种冷加工工艺,使用称为弹丸的球形介质。当每颗弹丸撞击表面时,会产生凹坑以及有益的压缩残余应力。这是由于局部屈服受到基体材料约束而产生的结果(图1)。如果存在先前制造过程中产生的拉应力,则会转换为残余压应力。压应力抵消或降低施加的拉应力。简单来说,更少的(拉伸)应力等于更长的零件寿命。典型的喷丸应力分布如(图2)所示。
```

图1
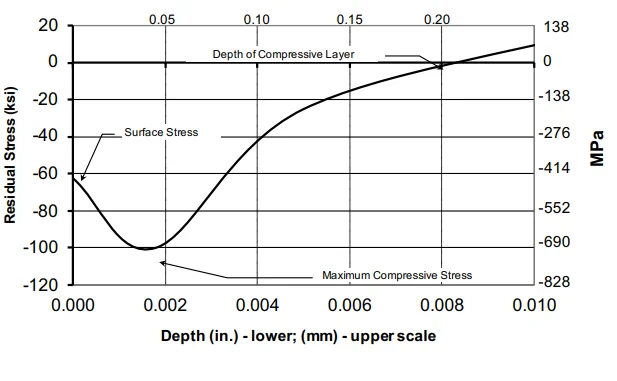
图2
CWST为每个零件号维护技术加工指导计划档案。我们的设施多年来已存储数千个技术计划。技术计划考虑了零件几何形状、掩蔽要求、基材性能,并审查薄截面以最大限度地减少变形的可能性。
喷丸类型和应用
喷丸 - 金属疲劳发生在通过拉应力进行循环载荷期间,这可能导致在高应力区域开始产生裂纹。喷丸通过在潜在失效区域的表面施加高幅度残余压应力来缓解这一问题。
激光喷丸——激光喷丸(有时称为激光冲击喷丸)在零件中产生深层塑性应变,在表面下1至10毫米处形成高幅度残余压应力。这增强了关键金属零件的疲劳强度、耐久性、损伤容限和抗应力腐蚀开裂性能。
超声空化喷丸——超声空化喷丸产生浅层喷丸深度,非常适合薄截面零件。这种浅层深度改善了薄截面零件的疲劳寿命
喷丸成形 -该工艺利用受控喷丸诱发的压应力来改变零件形状。材料弹性范围内的平缓曲线可按一致的公差规律成形。
C.A.S.E.各向同性超精加工 - C.A.S.E.(化学辅助表面增强)是一个两阶段工艺,包括喷丸后振动超精加工。
增材制造后处理 - CWST开发了许多增材制造后处理工艺,具有多项优势。
喷丸 – 行业规范
我们的设施通过了适用的行业认证,包括NADCAP、ISO以及数百项OEM(和一级供应商)认证,包括:
- P11TF8
- P11TF3
- BPS 4409
- RRP-56000
- AMS-S-13165
- BAC 5730
- PWA 6
- RPS 428
- AMS 2430
- AMS 2432
- J2441
- MIL-S-13165
- ABP 1-2028
- MIL-P 81985 (AS)
- MIL-STD-852
有关我们认证和资质的更多详细信息,请联系我们
喷丸 – 优势
- 防止疲劳失效 – 通常与循环载荷相关。表面的施加拉应力最常来自弯曲或扭转。制造过程中诱发的残余拉应力也可能导致失效。
- 防止金属疲劳
通过使用有益的压应力改善金属疲劳性能。这已被证明能够增强对以下原因导致失效的保护:
- 金属疲劳通常与弯曲或扭转载荷相关
- 应力腐蚀开裂(SCC)
- 微动疲劳通常与旋转零件相关
- 与齿轮齿几何形状相关的接触疲劳(微/宏观点蚀)
- 减少先前制造操作(焊接、磨削、阳极氧化、电镀、粗糙机加工/磨削、不当热暴露)的疲劳分散
喷丸 – 现场服务
我们可以对尺寸超过运输限制或安装在基础上的大型零件进行现场喷丸。我们的现场团队在世界各地提供现场喷丸服务,质量标准与我们的加工中心相同。我们利用经认证的喷丸技术达到相同的质量水平。
通过我们的现场能力,我们可以帮助客户避免运输超大设备的物流和成本,同时帮助最大限度地减少设备停机时间。
现场团队使用阿尔门试片、覆盖率验证和经认证的喷丸介质,在现场实现与内部相同的高质量水平。
CWST公司成功执行的现场喷丸项目示例包括:
- 焊接制造件(压力容器、破碎机机体、船体、化学储罐、桥梁)
- 飞机零件大修和维修(机翼段、起落架、其他动态载荷零件、腐蚀去除)
- 发电厂零件(热交换器管道、涡轮机壳、旋转零件、大型风扇)
- 用于定向喷丸的塑料颗粒输送设施
- 各种加工厂(钢厂、造纸厂、采矿设施)
了解更多关于我们的现场喷丸服务
喷丸与激光喷丸比较
喷丸使用弹丸介质、玻璃、陶瓷或金属球进行。激光喷丸使用数字应用的激光技术。要了解喷丸或激光喷丸哪种更适合您的应用。了解喷丸和激光喷丸的区别
喷丸 – 成功案例
喷丸对多个行业都有益处,包括航空航天、汽车、化学和石化、金属精整和杂项、表面光洁度改性、叶轮机械和发电。
阅读我们的成功案例
控制喷丸工艺
一旦进行了喷丸,如果不损坏产品就无法确认是否按照正确规范执行。因此,在喷丸过程中必须保持严格的过程控制,包括:
- 介质
- 强度
- 覆盖率
- 设备
喷丸常见问题
我的公司可以内部进行喷丸吗?
每个操作可能需要不同的机器以实现最佳生产流程,从而增加启动资本费用和持续运营费用。内径和外径喷丸、弹丸和玻璃珠喷丸,以及多种零件尺寸都是可能需要额外机器的因素。
喷丸对空气压缩机的要求是什么?
气动喷丸机需要大量清洁、干燥和不间断的空气。通常需要空气干燥器来防止系统中的湿气。
内部喷丸有缺点吗?
是的,内部喷丸有缺点,包括:
噪音– 喷丸机很吵,因此会干扰现有工作流程
环境– 喷丸机产生大量灰尘,必须小心包容;可能与许多制造操作不兼容。需要足够数量的清洁、干燥和不间断的(压缩)空气。
机器– 随着时间的推移,喷丸机会从内部"自我磨损"。喷嘴、机柜壁、电机、夹具和气管等部件的更换和维修是定期必要的,可能需要突然和立即的关注。如果喷丸多个零件,可能需要额外的介质和机器
成本– 除非机器以高产能水平运行,否则运行成本可能很高
认证– 获得和维持行业认证
喷丸介质要求是什么?
符合AMS 2431的优质喷丸介质是工艺的基础。弹丸经常是合格供应商的缺货物品,造成严重的生产延误。因此,维持大量开封介质库存是必要的。
喷丸规范的质量要求是什么?
除了需要经过培训和合格的操作员外,大多数喷丸规范下的其他重要要求包括工艺开发、设备和工艺弹丸控制。
您是否认为通过内部喷丸工艺可以改善库存周转?
如果您在附近有专门的供应商,您能否将资本配置更好地投资到其他地方?如果获得批准的供应商在您的设施中运营喷丸部门,这会是替代解决方案吗?
如果您对建立自己的内部喷丸能力有任何疑问,科蒂斯-赖特表面技术的技术服务经理可以讨论和评估您的需求,并制定定制解决方案来满足您的需求。





